Ленточно-цепные конвейеры
Ленточно-цепные конвейеры по своей схеме аналогичны ленточно-канатным, но вместо канатов тяговым органом их является одна или две цепи. Наиболее простой является конструкция с двумя тяговыми цепями, прикрепленными к краям ленты и огибающими приводные звездочки. На верхней ветви цепи и лента движутся по роликам, смонтированным на раме конвейера; на нижней ветви цепи движутся по полосам из износоустойчивой стали, а лента поддерживается только цепями.
Один из недостатков конвейера с двумя цепями, присоединенными к ленте, - разрывы ленты в местах ее прикрепления. Поэтому в последующих конструкциях были применены другие способы передачи ленте тягового усилия от цепи.
|
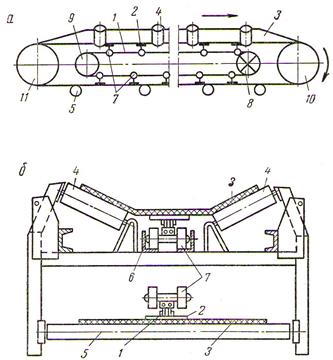
В конвейере, схема и поперечное сечение которого показаны на рис.11.3, к звеньям цепи 1 прикреплены тарельчатые пластины 2, покрытые фрикционным материалом, на которые опирается средняя часть рабочей ветви ленты 3. Боковые части рабочей ветви опираются на обычные ролики 4. Холостая ветвь ленты движется по однороликовым опорам 5, а холостая ветвь цепи лежит на ленте. Цепь движется по направляющим 6 на ходовых роликах 7 и огибает приводную 8 и натяжную 9 звездочки, а лента огибает разгрузочный 10 и натяжной 11 барабаны и приводится в движение силой трения между пластинами 2 и нижней обкладкой рабочей ветви. Достоинство такого конвейера – возможность установки промежуточных приводов, что позволяет получить любую величину длины одного става.
| Рис.11.3Ленточно-цепной конвейер: а – схема конвейера; б – поперечное сечение |
В ленточно-цепных конвейерах используется также присоединение ленты при помощи различного рода зажимов к подвижным кареткам, соединенным тяговой цепью. Каретки могут иметь как ходовые, так и направляющие ролики, что позволяет применять ленточно-цепные конвейеры в непрямолинейных выработках. Так как при проходке криволинейных участков лента с одной стороны сжимается, а с другой растягивается, то ее или закрепляют на каретках так, чтобы она могла растягиваться и сжиматься без повреждения, или делают гофрированной (складчатой). Гофрированная лента легко проходит криволинейные участки и позволяет транспортировать груз на подъем до 300.
Типажом на ленточно-цепные конвейеры предусмотрен выпуск 5 типов конвейеров. Их основные параметры: ширина несущего полотна 800 ÷ 1200 мм, производительность 250-600 т/ч, скорость движения 1,25 м/сек, ориентировочная длина 1500 м.
|
| Рис.11.4Схема пластинчатого конвейера |
Дата добавления: 2016-01-03; просмотров: 3165;