Ремонт обмоток и магнитной системы трансформатора
Ремонт обмоток трансформатора. Если при сильном нажатии пальцем изоляция разрушается, должен быть решен вопрос о замене обмоток. В ряде случаев при аварийных повреждениях обмоток, связанных с выгоранием проводов и изоляции в зоне виткового замыкания, производят частичную перемотку обмоток [25]. При ремонте с обмоточного провода удаляется старая изоляция, после чего он отжигается, рихтуется и переизолируется.
Для удаления старой изоляции и отжига обмотку разматывают на отдельные бухты, которые нагревают в закрытой печи при температуре 500—600°С. При этом изоляция обгорает и снимаются внутренние упругие напряжения в меди — она становится «мягкой». Чтобы провод не спутался при обжиге, бухты бандажируют проволокой и устанавливают на специальные стойки.При ремонте применяют способ механического удаления старой изоляции путем протягивания провода через устройство, в котором изоляция разрезается в продольном направлении, очищается скребками и рихтуется. Провод рихтуют протягиванием через систему стальных роликов, перематывают на барабаны, которые во избежание значительных перегибов провода должны иметь диаметр не менее 400—500 мм.
Концы провода соединяют внахлест электропайкой серебряным припоем. Места паек опиливают, зачищают наждачной шкуркой, после чего провод изолируют на специальных бумагооплеточных станках.
Следует отметить, что все ремонтные работы, а производство обмоток в особенности, требуют строгого соблюдения технологической дисциплины.
Ремонт магнитной системы трансформатора. Только после демонтажа обмоток оказывается возможным провести окончательную дефектировку и определить объем ремонтных работ магнитной системы. После очистки стержней и нижнего ярма от загрязнений, шлама и копоти проверяют качество и механическую прочность изоляции пластин магнитной системы, изоляцию ярмовыми балками и пластинами.
Пластины с лаковым покрытием не должны спекаться, а пленка не должна отделяться от них при воздействии неострым предметом. Магнитную систему считают годной для дальнейшей сборки и работы, если на стяжных шпильках и пластинах стали нет признаков повреждений, а состояние их изоляции хорошее. При обнаружении мелких дефектов производят частичный ремонт, не прибегая к полной разборке магнитопровода.
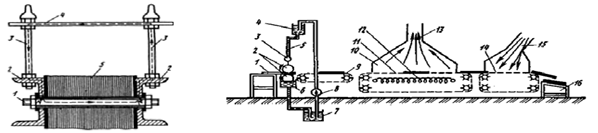
Полный ремонт магнитной системы представляет собой трудоемкую работу. Как правило, магнитная система с лаковой изоляцией пластин надежно работает в течение длительного времени. Причиной ремонта может быть, например, аварийный процесс, возникший в результате нарушения изоляции пластин и образования контура (короткозамкнутого витка) в магнитной системе и стальных деталях остова (рис.3.23, где1 – шпилька; 2 – ярмовая балка: 3 – подъемная шпилька; 4 – крышка; 5 - ярмо,). По контуру, сцепленному с основным магнитным потоком, протекает значительный ток, приводящий к выгоранию изоляции и стали.
Возможны случаи повреждения стали электрической дугой, возникшей при коротком замыкании в обмотках. В большинстве случаев при ремонте магнитной системы ограничиваются переизолировкой только пластин верхнего ярма. Каждая перешихтовка верхнего ярма приводит к увеличению потерь холостого хода на 5—8% (полная переборка магнитной системы —до 25%). Поэтому стремятся по возможности устранить повреждения магнитной системы без ее разборки.
Полный ремонт магнитной системы включает следующие операции: установку магнитной системы в горизонтальное положение, разборку и расшихтовку стержней и нижнего ярма;отбраковку и ремонт пластин; изготовление новых пластин, сборку и испытание магнитной системы.Разборка магнитных систем производится в горизонтальном положении (для трансформаторов III—IV габаритов на специальном металлическом кантователе).Удаление старой изоляции пластин производят механическим (на зачистных станках с движущимися стальными щетками или вручную кордовыми лентами или щетками) или химическим (в ванне с 10-15% раствором едкого натра, нагретого до 80—90°С, с последующей промывкой в горячей воде и сушкой горячим воздухом) способом.Для снятия с пластин бумажной изоляции ее отпаривают в горячей воде с последующей сушкой или обжигают. Пластины вновь изолируют на лакировальной установке (рис. 3.24, где1 — пластина; 2 — резиновые вращающиеся валики; 3 — трубка с отверстиями;4 — расходный бачок с лаком; 5 — трубка ).
После лакирования и запекания пластины должны иметь равномерный темно-коричневый цвет, а их поверхность должна быть ровной и гладкой без подтеков. В процессе лакирования периодически проверяют толщину пленки, электрическое сопротивление изоляции пластин и состав лака.
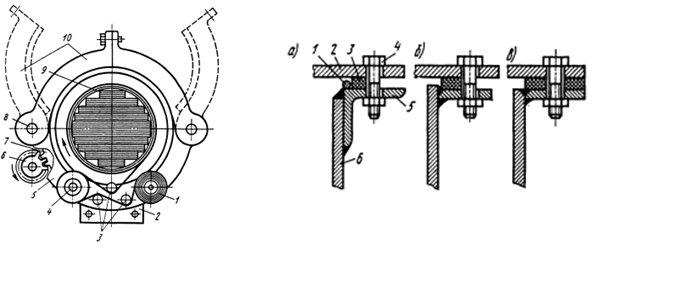
При ремонте трансформаторов с разборкой остова стяжку стержней стальными бандажами и сквозными шпильками заменяют на стяжку стеклобандажами, установка 8 которых осуществляется специальным механизмом (рис. 3.23, где: 1 — бобина с рулоном стоклоленты; 2 — плита для крепления к прессующей балке; 3 — направляющие ролики; 4 — фрикционная муфта; 5 — стальная коробчатая обойма; 6 — зубчатое колесо вала двигателя; 7 — планшайба с зубчатым венцом; 8 — палец; 9 — стержень; 10 — разводной сегмент).
Сборка активной части является наиболее ответственным этапом ремонта. Установленные на магнитной системе обмотки соединяют в соответствии с заданной схемой соединения; отводы от обмоток подключают к переключателям и соответствующим вводам.
После сборки схемы активная часть подвергается электрическим испытаниям (проверка правильности выполнения схемы соединения и качества паек). После сборки и испытаний производится сушка активной части трансформатора.
Ремонт бака трансформатора. Параллельно с ремонтом активной части выполняют ремонт бака, вводов, переключающего устройства и комплектование крышки. Трещины и дефектные места бака восстанавливают электросваркой, соблюдая при этом правила противопожарной безопасности.
Для уплотнения крышки на борт бака укладывают уплотняющую прокладку из резины. Чтобы она не выдавливалась внутрь бака, применяют различные способы ее установки: приваривают вдоль всего периметра рамы стальной пруток (рис. 3.23, б ,где, 1 — стальной пруток; 2 — крышка бака; 3 — прокладка; 4 — болт; 5 — рама бака; 6 — стенка бака6 — ванночка; 7 — бачок; 8 — насос;9 — транспортер; 10 — конвейерная печь; 11 — рабочая часть транспортера; 12 — электрическая печь; 13 — труба;14 — транспортер; 15 — труба; 16 — приемный стол.а), раму приваривают к выступающей части бака (рис. 12.6, б) или используют сплошную прокладку (рис. 3.24, в).
Одновременно с ремонтом бака и его арматуры ремонтируют элементы системы охлаждения, предохранительную трубку, расширитель, осушители воздуха, термосифонный фильтр и краны. Эти устройства чистят, промывают, окрашивают, проверяют отсутствие течи, заменяют уплотняющие прокладки и сальниковую набивку в кранах и уплотняющих пробках.
а) б)
Рис. 3.23. Эскиз магнитной системы трансформатора при нарушении изоляции стяжной шпильки ярма.(а) Рис. 3.24. Схема лакировальной машины.(б)
а) б)
Рис. 3.24. Механизм для намотки стекло- бандажей.(а)Схема установки прокладки.(б)
Дата добавления: 2016-01-03; просмотров: 2892;