Т5: Техника безопасности
Правила безопасных условий труда.
1) С ручным инструментом:
- деревянные рукоятки гладкие без выбоин и сколов
- надёжно закреплённые в рабочей части инструменты
- рубка металла производится в защитных очках с использованием защитных кранов для защиты посторонних людей.
- при работе кувалдой, клинья и зубило удерживаются щипцами длинной 0.7м.
- весь инструмент должен иметь определённое место хранения
2) С механизированным эл. инструментом:
-допускаются лица прошедшие курс производственного обучения и имеющие 2-ю электротехническую группу допуска,
- установку раб. инструмента, регулировку, ремонт производить после полной остановки и отключения оборудования
- работа с приставных лестниц и стремянок запрещена.
- во время перерыва в работе, переносе инструмента обесточить.
- кабеля эл. инструмента и шланги пневмо инструмента не должны натягиваться и перегибаться.
- во время осадков работу эл. инструментом под открытым небом прекратить.
- нельзя обрабатывать мокрые и обледенелые детали эл. инструментом.
3) При сварочных работах:
- перед началом работы провести ряд подготовительных мероприятий (провести заземление, проверить изоляцию токоведущих частей, плотность соединений контактов)
- во время работы следить чтоб св. провода (кабеля) не перегибались, не соприкасались со стальными канатами, горячими трубопроводами, газовой аппаратурой
- в качестве заземления нельзя использовать трубопроводы горючих газов и жидкостей
- нельзя подключать св. аппарат к системе эл. освещения.
- детали подлежащие сварке должны стать сухими и чистыми
- нельзя вести работы во время грозы и в случае осадков под открытым небом.
4) При св. работах в закрытых металлических резервуарах:
- освещение используется U = 12В
- источник св. тока находятся вне резервуара
- обязательное наличие вентиляции (приточн. вытяж.)
- запрещено одновременно вести работу эл. и газосварщику
- использовать диэлектрики (коврик, калоши, наколенники, налокотники, головной убор)
Для страховки и регулировки сварочного тока, обязательное наличие двух человек, один из которых производит регулировку сварочного тока, а второй на подстраховке (один из них должен иметь III электротехническую группу допуска)
5. При св. работах на высоте
- выполнение работ на лесах с несгораемой площадкой и ограждением
- использовать монтажный пояс и стропу из негорючего материала
- огарки от электродов складывать в пристяжной пенал
- произвести ограждение опасной зоны
- при необходимости выполнения работ под рабочим сварщиком, необходимо под откос натянуть полог из негорючего материала, чтоб не травмировать рабочих
- оградить рабочее место экранами для защиты окружающих от излучения сварочной дуги
5. При св. работах в полевых условиях
- установка заземления вторичной обмотки агрегата
- оградить рабочее место экранами для защиты окружающих от излучения сварочной дуги
- в случае осадков применять навесы, при их отсутствии работу прекратить
- использовать диэлектрический коврик и обувь
Т38:Технология полуавтоматической сварки в среде СО2 и его смесях СО2+ Ar или СО2+О2.
Низко углеродное стали свариваются на обратной полярности
Sме. 1,5-3мм. - сваривают навесу,
0,8-1,2 мм - св. на подкладках.
В смеси  +
+  улучшается формирование св. шва но возникает интенсивное выгорание легирующих элементов св. проволоку подбирают для сварки по химическому составу близкому по роду основного металла
улучшается формирование св. шва но возникает интенсивное выгорание легирующих элементов св. проволоку подбирают для сварки по химическому составу близкому по роду основного металла
Углеродистые, низколегированные Св-08Г2С Св-08ГС Св-12ГС
Низколегированные хромоникелевые Св-18ХГСФ Св-10ХГ2С
Низколегированные хром молибденовые Св-12ХМ Св-15ХМА
Высоколегированные аустенитные хромоникелевые Св-06Х19Н9Т
Св-07Х18Н9ТЮ
В настоящие время нашла своё применение самозащитная проволока
Св-20ГСТЮА с церием - для арматуры
Св-15ГСТЮЦА с цирконием - для низко углеродистых качественных сталей, при сварке соответствует качеству электродов типа Э42 и Э50
Режимы сварки в нижнем положении
| Ø проволоки, мм | Sме. | Iсв. | U св. |
| 1,0 | 2-3 | 80-120 | 20-22 |
| 1,6 | 7-16 | 140-200 | 22-25 |
| 2,0 | 10-16 | 160-200 | 25-28 |
Т22: Техника РДС
1) Зажигание св. дуги - производится двумя способами
а) спичкой - чирканьем эл.о поверхности свариваемого метала
б) в притык - резким ударом торцом эл. о поверхность с последующим отрывом.
2) наплавка, сварка узким валиком,ширина котрого составляет (0,8..1,5)×dэл, производится:
- без колебательных движений, с опиранием на толстое покрытие эл.
- обратными поступательными движениями - для лучшего проплавления стыка в корень шва.
3) наплавка, сварка уширенным валиком, шириной (2..4)×·d , производится:
- с поперечными колебательными движениями.
а) Часто применяющийся

б)Для наилучшего прогрева корня шва

в) Для прогрева кромок

г)Для наилучшего прогрева кромок

4) Св. многослойных, многопроходных швов
- производится 2 или несколькими швами с последующей зачисткой каждого шва.
- при толщине металла более 20мм применяют способы: «горкой», «каскадом», «блоками»
5) Св.длинных, коротких, средних швов:
- короткие до 250мм в одном направлении

- средние до 1000мм от середины к краям
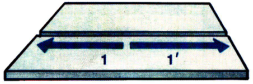
- длинные от 1000мм обратноступенчатым способом
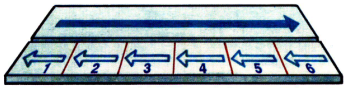
- особо длинные - делятся на участки и свариваются как длинные от середины к краям, возможно выполнять 2-мя сварщиками.

6) в пространственных положениях :
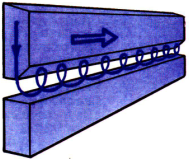
а)- вертикальные
| (стыковые, угловые) - выполняют в направлении снизу вверх и сверху вниз, наибольший провар корня шва достигают, когда электрод перпендикулярен вертикальной оси, стекание металла предотвращают наклоном эл. вниз до 45-500 |
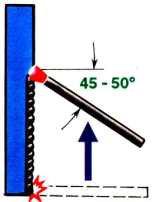
- электроды применяют до 4мм
- св.ток снижают относительно нижнего на 10-15%
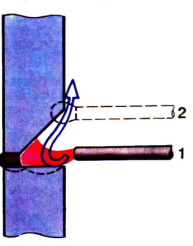
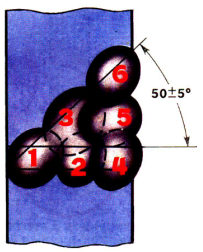
- при сварке вертикальных швов с разделкой св.кромок используют колебательное движение треугольником и сварку в направлении снизу вверх,
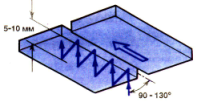
б) - горизонтальные
(выполняются сложнее вертикальных, двумя способами)
- за один проход

- валиками, который выполняется с наклоном электрода под углом 10-15% к оси шва.
 Силу тока снижают на 15-20%
Силу тока снижают на 15-20%
в) потолочные –
наиболее трудные, сварка производится при небольшом объеме сварочной ванны, электродами Ø не более 4 мм, короткой дугой, силу тока снижают на 20-25%.
Т38:Технология полуавтоматической сварки в среде СО2 и его смесях СО2+ Ar или СО2+О2.
Низко углеродное стали свариваются на обратной полярности
Sме. 1,5-3мм. - сваривают навесу,
0,8-1,2 мм - св. на подкладках.
В смеси + улучшается формирование св. шва но возникает интенсивное выгорание легирующих элементов св. проволоку подбирают для сварки по химическому составу близкому по роду основного металла
Углеродистые, низколегированные Св-08Г2С Св-08ГС Св-12ГС
Низколегированные хромоникелевые Св-18ХГСФ Св-10ХГ2С
Низколегированные хром молибденовые Св-12ХМ Св-15ХМА
Высоколегированные аустенитные хромоникелевые Св-06Х19Н9Т
Св-07Х18Н9ТЮ
В настоящие время нашла своё применение самозащитная проволока
Св-20ГСТЮА с церием - для арматуры
Св-15ГСТЮЦА с цирконием - для низко углеродистых качественных сталей, при сварке соответствует качеству электродов типа Э42 и Э50
Режимы сварки в нижнем положении
| Ø проволоки, мм | Sме. | Iсв. | U св. |
| 1,0 | 2-3 | 80-120 | 20-22 |
| 1,6 | 7-16 | 140-200 | 22-25 |
| 2,0 | 10-16 | 160-200 | 25-28 |
Дата добавления: 2015-12-29; просмотров: 983;