Восстановление механических свойств материала детали
Многие детали автомобилей при их восстановлении различными методами утрачивают свою первоначальную усталостную прочность и износостойкость, которые можно восстановить путем поверхностного пластического деформирования металла (наклеп).
Наклеп повышает твердость поверхностного слоя металла и создает в нем благоприятные остаточные напряжения, что повышает усталостную прочность и износостойкость деталей.
Способы упрочнения рабочих поверхностей пластическим деформированием:
1. Обкатка рабочих поверхностей роликами и шариками.
2. Алмазное выглаживание.
3. Дробеструйная обработка.
Обкатка применяется для наружных и внутренних поверхностей вращения, галтелей, плоскостей и различных фасонных поверхностей. В табл.12.2 представлены схемы обкатки у цилиндрических поверхностей деталей.
Таблица 12.2
Схемы обработки цилиндрических поверхностей
| Метод обработки | Назначение | Принципиальная схема |
| Обработка наружных цилиндрических поверхностей | ||
| Роликовым обкатниками | Калибрование, отделка | 
|
| Шариковыми обкатниками | Отделка, упрочение | 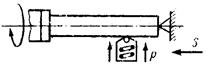
|
| Шариковыми обкатниками вибрационного действия | Отделка, упрочение | 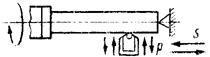
|
| Обработка внутренних цилиндрических поверхностей | ||
| Роликовыми раскатниками | Калибрование, отделка | 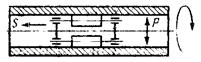
|
| Шариковыми раскатниками | Упрочение, отделка | 
|
| Шариковыми раскатниками вибрационного действия | Упрочение, отделка | 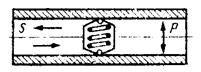
|
| Обработка торцевых поверхностей | ||
| Роликовыми раскатниками | Упрочение, отделка | 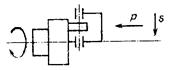
|
| Шариковыми раскатниками | Упрочение, отделка | 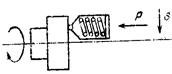
|
Алмазное выглаживание – обработка поверхности детали рабочим инструментом, рабочей частью которого является сферическая поверхность алмазного кристалла с радиусом закругления 1 – 3 мм. Обработка ведется на токарном станке, а инструмент крепится в резцедержателе. Обработка этим способом позволяет получить шероховатость поверхности не ниже Ra = 0,04-0,8 мкм, повысить твердость на 25-30%, износостойкость на 40-60% и усталостную прочность на 30-60%. Универсальная алмазная гладилка (рис.12.18) состоит из оправки 1 и алмаза 2. Ее монтируют в специальном приспособлении, которое устанавливают в резцедержателе станка. Выглаживание проводится в условиях трения скольжения, что отличает этот процесс от обкатывания.
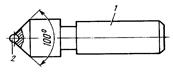
Рис. 12.18. Алмазная гладилка
Дробеструйная обработка обеспечивает неглубокую пластическую деформацию (0,5…0,8 мм) при ударении стальной или чугунной дробью диаметром 0,8…2 мм с упрочняемой поверхностью.
При восстановлении усталостной прочности пружин, рессор, торсионных валов, шатунов и др. применяют дробеструйную обработку механическими или пневматическими дробеметами.
Шероховатость поверхности при обработке чугунной дробью не повышается, стальной дробью – повышается незначительно. Размеры детали изменяются незначительно в пределах допуска.
Недостатком способа является опасность перенаклепа, ведущая к разрыхлению, отслаиванию, шелушению и появлению трещин.
Дата добавления: 2015-12-26; просмотров: 3084;