Металдарды кесіп өңдеуде қолданылатын майлау-салқындату сұйықтары
Майлау-салқындату сұйықтары (МСС) төмендегілерді қамтамасыз етуі тиіс:
– кесу аспабы (абразивті дөңгелек дәндері) мен дайындаманың өңделетін бетінің арасындағы жанасуға кедергі болатын кесу аумағындағы қорғаныш қабыршағының пайда болуын;
– пайда болатын жылудың кесу аумағынан әкетілуін;
– өңдеу қалдықтарын кесу аумағынан әкетуді (әсіресе, ажарлау кезінде);
Майлау және салқындату үшін іс жүзінде төмендегілер қолданылады:
– антикоррозиялық және жуу қасиеттерін жоғарылатуға арналған құрамында қышқылды металл тұздарының едәуір үлесі бар сулы химиялық ерітінділер, мысалы, кальцийленген сода, калий тұзы, натрий нитриті, тринатрийфосфат, триэтаноламин және т.б.;
– суды эмульсолға қосу арқылы алынатын сулы майлы эмульсиялар, сульфофрезол.
Бұлардың ерекшеліктеріне коррозияға орнықтылықты, жоғары жылулық тұрақтылықты және өңделетін бет сапасының жақсаруын жатқызуға болады.
2.23-суретте Х4Н болатты жону кезінде әртүрлі сұйықтармен салқындатуды зерттеу нәтижелері келтірілген. Жону S=0.67 мм/айн берілісіндегі жылдам кесетін кескіштермен жүргізілген [9].
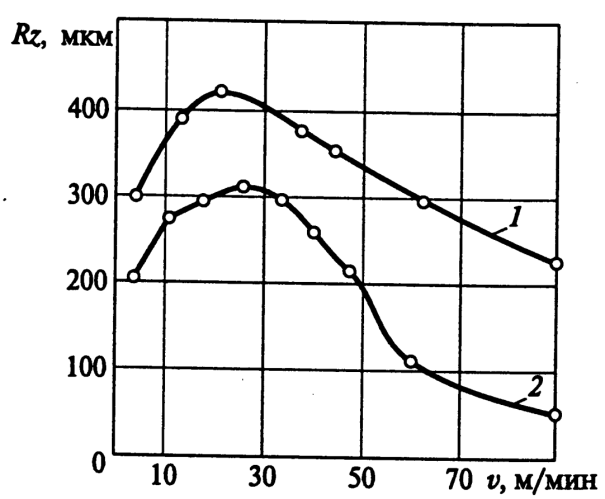
2.23-сурет. Беттің минкрогеометриясына салқындатудың әсері:
1 – сұйықты салқындатпай жону; 2 – су эмульсиясымен көп мөлшерде салқындату (0,5% сода +0,1% сабын)
Салқындатпай жонумен салыстырғанда соданың судағы ерітіндісімен салқындату өңдеуге жоғары сапа береді. Шойынды механикалық өңдеу кезінде бет қабатының тазалығына керосинді қолдану тиімділігі өте жоғары.
Легірленген, төменлегірленген, аспапты болаттардан жасалған дайындамаларды өңдеу кезінде салқындату үшін эмульсия мен сульфофрезол қолданылады. Қаралтым өңдеу кезінде кесу аумағына берілетін МСС-ң көлемі 10л/мин төмен болмауы, ал таза өңдеу кезінде – эмульсия 10 л/мин, сульфофрезол - 3 л/мин аз болмауы тиіс.
Тесіктерді өңдеу кезінде салқындату. Көміртекті, легірленген болаттардан жасалған дайындамалардың тесіктерін кеңейтіп бұрғылау үшін эмульсия, өсімдік майы, сульфофрезол, компаундирленген майлар қолданылады. Шойыннан жасалған дайындамалар тесіктерін салқындатусыз немесе сурен майын қолдану арқылы өңдейді, ал бұрғылау мен үңгілеуді эмульсиямен немесе керосинмен салқындатып немесе салқындатпай жүргізеді.
Қоладан, жезден жасалған дайындамаларды салқындатусыз немесе эмульсиямен салқындатып өңдейді, ал алюминийден жасалған дайындамаларды керосинмен салқындатып өңдеп, бұрғылау мен үңгілеуді салқындатусыз жүргізеді.
Ажарлау кезіндегі салқындату. Сода ерітіндісімен салыстырғанда эмульсияның майлау қабілеттілігінің жоғары болуына байланысты оны бет кедір-бұдырлығы мен өңдеу дәлдігіне жоғары талап қойған жағдайда қолданады, ал хлор қоспалары мен күкірт араласқан майды ажарлау дөңгелегі профилінің дәлдігін ұзақ уақыт сақтау үшін (мысалы, бұранданы ажарлау, тісті дөңгелектерді, оймакілтекті біліктерді профильді ажарлау кезінде және т.б.) қиын өңделетін болаттар мен қорытпалардан (мысалы, ыстыққа төзімді) жасалған материалдарды ажарлау кезінде қолданады.
Дайындамаларды сыдырып өңдеу кезінде жақсы салқындатқыш қасиеті бар МСС-лар пайдаланылады да, таза өңдеу мен бұранда жасау кезінде жақсы майлау қасиеті бар МСС-лар қолданылады.
Салқындату сұйық ретінде кальцийленген сода (1%) мен қалғаны судан тұратын соданың сумен ерітіндісі; шаруашылық майынан (0,5...1,0%), кальцийленген содадан (0,5%), қалғаны судан тұратын сабынның судағы ерітіндісі; ұнтақтан (2,0...2,5%), кальцийленген содадан (0,5%), қалғаны судан тұратын эмульсия қолданылады.
Ажарлау тиімділігіне әсер ету үшін өңдеу аумағына МСС-ын жеткізудің бірнеше тәсілдері бар: құю, қысымды, ағынмен, шаңдату, дөңгелек түйіршіктері арқылы.
МСС-ны құю арқылы жеткізгенде оның көлемі ажарлау дөңгелегінің еніне байланысты және оның орташа шамасы дөңгелектің 1 мм еніне 0,6 ...1,0 л/ мин құрайды.
Сұйық ағыны мықты және бірқалыпты болуы тиіс, сұйық ағынының ені дөңгелек енінен кем болмауы тиіс. Ал сұйықты қысым ағынымен жеткізген кезде қысымның көмегімен ол ажарлау дөңгелегінің кесектерін тазалайды.
МСС тиімділігін ажарлау дөңгелегіне ультрадыбыстық тербелістер беру арқылы жоғарылатуға болады. 20...40 кГц арасындағы диапазондағы ультрадыбыстық тербелістердің бастапқы көзі болып магниттік түрлендіргіш саналады. Ультрадыбыс сұйық көмегімен дөңгелек бетінен жұлып алу арқылы металл бөлшектеріне әсер етеді де, оны сұйық өз ағынымен алып кетеді. Дөңгелек кесектерімен жоңқалар да сұйықпен бірге ағып кетеді. Бұның өзі кесу аумағында жылу бөлуді азайтады, дөңгелек төзімділігінің периодын ұлғайтып, өңдеу сапасын жақсартады. МСС-ті үнемдеу мақсатында металл кескіш станоктарға магниттік айырғыштар орналастырылады, олар МСС-ті ферромагниттік қоспалардан автоматты түрде тазартады. Магниттік айырғыштарды пайдалану деталь беттерінің өңдеу тазалығын жоғарылатуға, жұмыс органы абразивті материал болып келетін ажарлау және жануыштау станоктарында салқындатқыш сұйықтарды бірнеше қайтара қолдануға мүмкіндік береді.
Дата добавления: 2015-12-08; просмотров: 2681;