Настройка параметров барфидера DH-65 с пультом TP04.
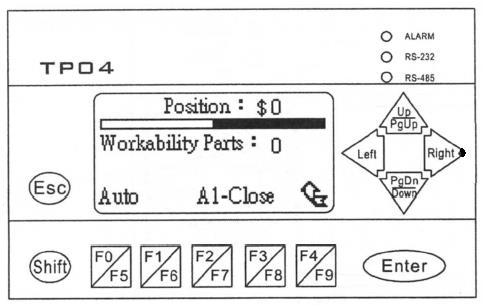
 Панель оператора. На данной панели можно настроить все необходимые параметры.
Панель оператора. На данной панели можно настроить все необходимые параметры.

Чтобы войти в нужный параметр для редактирования, используйте следующую таблицу.



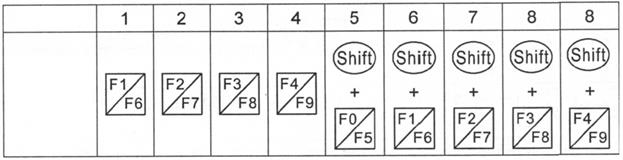
Таблица параметров.
| Номер Страницы | Вид настройки | Описание параметра | Клавиша для вызова редактирования параметра |
| P01 | Безопасность | Длина детали (меньше 15 мм) | FO |
| Длина детали (более 15 мм) | F1 | ||
| P02 | Защита толкателя | Отвод толкателя на безопасное расстояние, чтобы он не касался вращающегося шпинделя | FO |
| P03 | Заготовка | Длина заготовки | FO |
| P04 | Толкатель | Отход толкателя | FO |
| P05 | Полный ход | Полный ход толкателя | FO |
| P06 | Конец прутка | Конечная позиция толкателя | FO |
| P07 | Остаток | Точка выхода прутка | FO |
| P08 | Начальная подача | Первоначальное выталкивание | FO |
| P09 | Установка Задержки | Сигнал старта | FO |
| P10 | Тип программы | Автоматическое возвращение | F1 |
| Стандартный тип | FO |
Подробное описание значения параметров.
P01. На этой странице задается длина детали. Влияет на подачу толкателя.
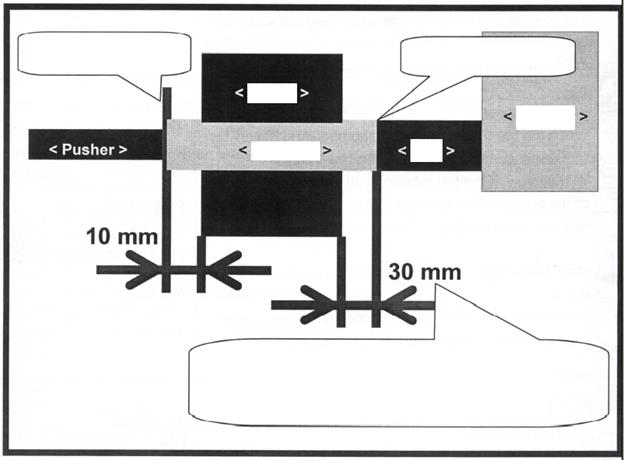
P02. На этой странице задается координата отвода толкателя на безопасное расстояние, чтобы он не касался вращающегося шпинделя.
P03. На этой странице задается длина заготовки, т.е длина детали + ширина отрезного резца.
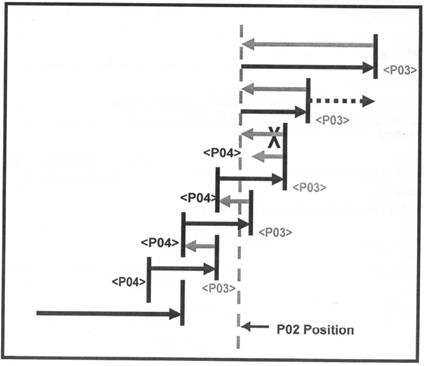
P04. На этой странице настраивается расстояние, на которое отводится толкатель, чтобы не касаться вращающегося шпинделя. Расстояние меряется от текущей координаты толкателя + длина детали. Если пересекается координата РО2, то отвод будет производиться до до ее(РО2) значения. (см. рис. ниже)
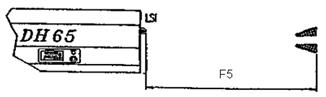 P05. На этой странице задается расстояние между датчиком LSI и торцом шпинделя.
P05. На этой странице задается расстояние между датчиком LSI и торцом шпинделя.

P06. На этой странице задается конечная позиция прутка, т.е. координата, по достижении которой станок понимает, что пруток закончился и его длины не хватает для нормального зажима в цанге либо кулачках. Барфидер начинает выталкивать остаток прутка из шпинделя.








P07. На этой странице выставляется конечная точка выхода прутка. Заходя за координату конечной позиции прутка (P06) барфидер начинает выталкивать остаток прутка из шпинделя до координаты P07, если остаток прутка застревает в шпинделе и не достигается координата P07, барфидер выдает ошибку.
P08. На этом экране задается координата первоначальной загрузки прутка в шпиндель, т.е. расстояние от датчика LSI(см. фото выше) до торца шпинделя.
В зависимости от модели барфидера оно может составлять 1294 (DH-65) или 1594 (DH-65L).
P09. На этом экране задается время, которое необходимо для того, чтобы толкатель успел отойти от кулачков, прежде чем они начнут зажимать пруток. Это время необходимо, чтобы не повредить толкатель.
P10. Этот экран служит для выбора программы.
Если выбрать «0», то барфидер будет работать по стандартной программе, сменяя новый пруток, когда старый закончится.
Если выбрать «1», то смены прутка происходить не будет.
| <== предыдущая лекция | | | следующая лекция ==> |
| Настройка барфидера FEDEK DH-65 | | | Общая характеристика педагогической профессии. Педагогическая деятельность, её субъект и объект. |
Дата добавления: 2015-11-06; просмотров: 10535;