КОНСТРУКТИВНЫЕ РАЗНОВИДНОСТИ СВАРНЫХ СОЕДИНЕНИЙ И ТИПЫ ШВОВ
В зависимости от взаимного расположения соединяемых элементов применяют следующие конструктивные разновидности сварных соединений (cм. ГОСТ 8713—70, ГОСТ 5264—69):
1. Стыковые соединения. Эти соединения просты и наиболее совершенны. На рис. 2.3 показаны различные варианты стыковых швов, выполняемых ручной электродуговой сваркой при различной толщине соединяемых элементов.
При автоматической сварке происходит более глубокое проплавление металла, поэтому толщину свариваемых деталей без обработки кромок увеличивают примерно в два раза по сравнению с ручной, а при обработке кромок угол их скоса уменьшают.
Выпуклость стыкового шва увеличивает концентрацию напряжений, поэтому в ответственных соединениях ее удаляют механическим способом.
Соединения встык наиболее надежные из всех сварных соединений, их рекомендуют в конструкциях, подверженных вибрационным нагрузкам.
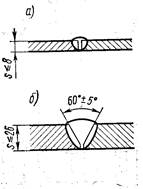
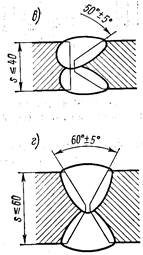
Рис. 2.3. Стыковые швы:
а- односторонний без скоса кромок; б- односторонний со скосом кромок; в- двусторонний с двумя симметричными скосами одной кромки; г- двухсторонний с двумя симметричными скосами двух кромок.
2. Соединения внахлестку. Эти соединения выполняют угловыми швами, которые могут иметь различную форму сечения:
а) нормальные (рис. 2.4, а), их профиль представляет собой равнобедренный треугольник;
б) вогнутые (рис. 2.4, б); их применяют в особо ответственных конструкциях при переменных нагрузках, так как вогнутость обеспечивает плавный переход шва в основной металл детали, благодаря чему снижается концентрация напряжения. Вогнутый шов повышает стоимость соединения, так как требует глубокого провара и последующей механической обработки для получения вогнутости;
в) выпуклые (рис. 2.4, в); они нерациональны, так как вызывают повышенную концентрацию напряжений;
г) специальные (рис. 2.4, г); их профиль представляет собой неравнобедренный треугольник. Применяются при переменных нагрузках, так как значительно снижают концентрацию напряжения.
За катет шва k принимают меньшую сторону вписанного в сечение шва равнобедренного треугольника (см. рис. 2.4, г). В большинстве случаев величину k принимают равной толщине s свариваемых деталей, но не менее 3 мм.
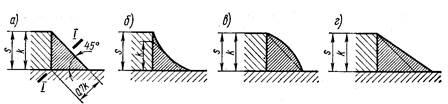
Рис. 2.4. Угловые швы
В зависимости от расположения относительно нагрузки угловые швы бывают:
а) лобовые, расположенные перпендикулярно к линии действия нагрузки Q (рис. 2.5, а);
б) фланговые, расположенные параллельно линии действия нагрузки Q (рис. 2.5, б);
в) комбинированные, состоящие из сочетания лобовых и фланговых швов (рис. 2.5, в).
При соединении внахлестку возникает изгибающий момент Mи = Qs (см. рис. 2.5, а) от внецентренного действия растягивающих или сжимающих сил, что является существенным недостатком этих соединений.
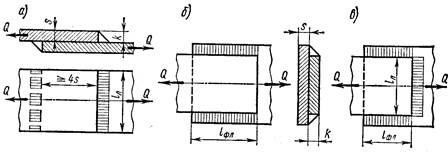
Рис. 2.5. Угловые швы соединений внахлестку
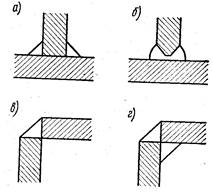
Рис. 2.6. Тавровые и угловые соединения
3. Тавровыe соединения. Свариваемые элементы располагаются во взаимно перпендикулярных плоскостях. Соединение может выполняться угловыми (рис. 2.6, а) или стыковыми (рис. 2.6, б) швами.
4. Угловые соединения (рис. 2.6, в, г). Применяются для изготовления тары из листовой стали, ограждений и др. выполняются угловыми швами. Эти соединения малые нагрузки и по этому не рассчитываются на прочность.
Контрольные вопросы
1. Объясните, почему масса сварной конструкции значительно меньше массы клепаной?
2. Почему в отдельных случаях сварные соединения заменяют заклепочными?
3. Перечислите основные разновидности стыковых швов. Когда применяются стыковые швы без скоса кромок?
Дата добавления: 2015-09-07; просмотров: 1098;