ОБРАЗОВАНИЕ ЗАКЛЕПОЧНОГО ШВА
ОБЩИЕ СВЕДЕНИЯ О СОЕДИНЕНИЯХ
В процессе изготовления машины некоторые ее детали соединяют между собой, при этом образуются неразъемные или разъемные соединения.
Неразъемными называют соединения, которые невозможно разобрать без разрушения или повреждения деталей. К ним относятся заклепочные, сварные и клеевые соединения. Разъемными называют соединения, которые можно разбирать и вновь собирать без повреждения деталей. К разъемным соединениям относятся резьбовые, шпоночные, зубчатые (шлицевые) и др. соединения.
В настоящем курсе шпоночные и зубчатые соединения рассматриваются после расчета валов и осей.
ЗАКЛЕПОЧНЫЕ СОЕДИНЕНИЯ
ОБРАЗОВАНИЕ ЗАКЛЕПОЧНОГО ШВА
Заклепочный шов образуют заклепки и склепываемые детали, выполненные в большинстве случаев из листового материала или профилей проката (рис. 1.1).
Отверстия под заклепки в деталях продавливают или сверлят. При продавливании образуются мелкие трещины по периферии отверстий, которые могут быть причиной разрушения заклепочного шва во время работы. Продавленные отверстия применяют в малоответственных конструкциях.
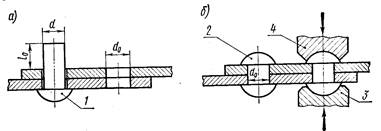
Рис. 1.1. Образование заклепочного шва:
а - закладка заклепки; б – клепка; 1 - закладная головка; 2 - замыкающая головка;
3 — поддержка; 4 —обжимка
Сверление — процесс малопроизводительный и дорогой. Сверленые отверстия применяют в конструкциях, где требуется высокая надежность. При больших диаметрах отверстий практикуют продавливание с последующим рассверливанием. Диаметры отверстий do под заклепки принимают в зависимости от диаметра заклепки d (см. табл. 1.1).
Таблица 1.1
Диаметры отверстий под заклепки
| Диаметр заклепки d, мм (ГОСТ 10299 – 68) | Диаметр отверстия dо, мм | Диаметр заклепки d, мм (ГОСТ 10299 – 68) | Диаметр отверстия dо, мм | ||
| Машино- и станкостроение | Грубая сборка | Машино- и станкостроение | Грубая сборка | ||
| 6,5 | 6,7 | 13,0 | 13,0 | ||
| 8,5 | 8,7 | 16,5 | 17.0 | ||
| 10,5 | 11,0 | 21,0 | 21,0 |
Для образования замыкающей головки выступающий конец заклепки (рис. 1.1, а) должен выходить из отверстия детали на длину l0 = l,5d0.
Клепку производят па клепальных машинах (прессах) или вручную (пневматическими молотками). Сначала происходит осадка стержня, зазор между заклепкой и отверстием заполняется, после чего образуется замыкающая головка (рис. 1.1,б). Стальные заклепки диаметром до 12 мм можно ставить холодным способом, то же относится к заклепкам из цветных металлов и сплавов. При горячем способе стальные заклепки нагревают до светло-красного каления. Этот способ обеспечивает более высокое качество заклепочного шва, так как заклепки укорачиваются при остывании и стягивают детали, создавая на стыке их поверхностей большие силы трения, препятствующие относительному сдвигу деталей при действии нагрузки.
Дата добавления: 2015-09-07; просмотров: 1072;