Самобалансный грохот ГСТ-81
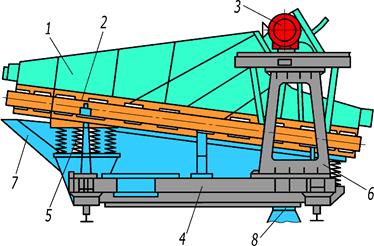
Самобалансный наклонный откатной грохот (рис. 7.11), предназначен для отделения мелочи (размером менее 6 мм) от горячего агломерата с размерами кусков < 150 мм. Грохот состоит из следующих основных узлов: сварного корпуса 1 с колосниковой решеткой 2, вибрационного привода 3, опорной тележки 4 и системы охлаждения корпуса.
Колосниковые плиты, образующие рабочую решетку (полотно) грохота, устанавливаются на нижние балки корпуса и закрепляются на них. Корпус грохота смонтирован на пружинных амортизаторах 5 опорной тележки под углом 8 °С к горизонту.
А б
в 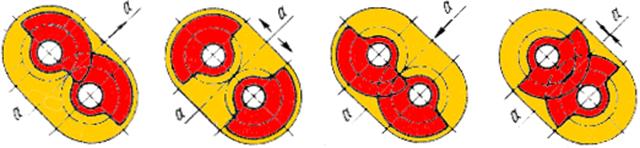
Рис. 7.11. Самобалансный откатной грохот для отсева мелочи агломерата:
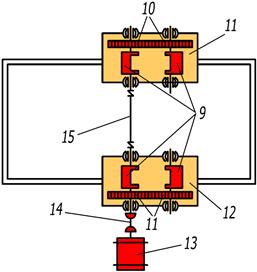
а – общий вид; б – кинематическая схема привода; в - схема работы дебалансов
Привод состоит из двух механических самобалансных вибраторов (ведущего 12 и ведомого 11), соединенных между собой промежуточным валом 15, электродвигателя 13 переменного тока и карданного вала 14. Каждый вибратор представляет собой сварно-литой корпус, внутри которого установлены на подшипниках качения два дебаланса 9, соединенные между собой зубчатой передачей 10. При вращении дебалансов (при определенном положении вибраторов) возникают направленные под углом к поверхности колосниковой решетки инерционные силы, вызывающие вибрацию корпуса грохота вместе с решеткой. При перемещении агломерата но вибрирующей решетке происходит разделение его на классы.
Опорная тележка, выполненная в виде сварной рамы с четырьмя колесами, несет на себе стойку 6 с площадкой под привод и выгрузочную воронку 7. В рабочем положении фланцы 8 тележки прикреплены болтами к стационарным металлоконструкциям.
В электрической схеме грохота предусмотрено динамическое торможение, обеспечивающее уменьшение амплитуды колебания грохота во время его остановки.
В практике применяют самобалансные грохоты с площадью полотна 10 и 20,4 м2, производительностью соответственно до 180 и 600 т/ч.
Лекция 8. Оборудование для охлаждения агломерата.
С агломерационных машин пирог агломерата сходит со средней температурой 500 - 6000С, значительная его часть, прилегающая к колосникам, имеет температуру 12000С. Высокая температура агломерата создает дополнительные трудности при последующей его обработке на аглофабрике, транспортировке и загрузке в доменную печь. Поэтому на современных агломерационных фабриках агломерат после дробления охлаждают до температуры не выше 100 0С, что облегчает условия работы оборудования и позволяет транспортировать агломерат на ленточных транспортерах.
В агрегатах для охлаждения равномерно уложенный горячий агломерат охлаждается просасыванием или продуванием через него воздуха. Применяемые прямолинейные, кольцевые и чашевые охладители (рис. 8.1) отличаются не столько технологией охлаждения, сколько конструкцией.
Рис. 8.1. Охладители агломерата:
а- прямолинейный; б – кольцевой; в – чашевый секционный; г – чашевый кольцевой.
Прямолинейный охладитель (рис. 8.2, а) представляет собой пластинчатый конвейер 1 с колосниковым полотном. Под разгрузочным концом охладителя расположены грохоты 2 для рассева агломерата. Недостатком прямолинейных охладителей является наличие холостой ветви 3 и, в связи с этим, низкое использование площади колосникового полотна для охлаждения (менее 50 %).
Кольцевой охладитель (рис. 87, б) имеет вращающийся в горизонтальной плоскости кольцевой желоб 4 с колошниковым днищем 5 , состоящим из отдельных секций. Разгрузка охлажденного агломерата осуществляется поворотом секций днища. В охладителях этого типа площадь колосникового полотна почти полностью используется для охлаждения агломерата. Недостатком охладителей являются значительные размеры диаметра кольцевого желоба, что усложняет компоновку фабрик, состоящих из отдельных рядом расположенных аглолент.
Чашевые охладители имеют вращающийся кольцевой бункер 6. Охлаждающий воздух просасывается или продувается в радиальном направлении через жалюзийные стенки 7 бункера. Чашевые охладители при одинаковой производительности имеют меньший размер по диаметру, чем кольцевые.
По конструкции бункера чашевые охладители разделяются на два типа: с секционным бункером (рис. 8.2, в) и кольцевым (рис. 8.2, г).
Секционный бункер на всю высоту разделен вертикальными перегородками на несколько секций. При вращении охладителя секции бункера последовательно полностью заполняются горячим агломератом и после поворота охладителя также полностью разгружается через откидные днища 8.
В охладителе с кольцевым чашевым бункером радиальных перегородок нет. Агломерат под углом естественного откоса высыпается на вращающуюся тарель 9, с которой сбрасывается разгрузочным ножом 10. Загрузка и разгрузка агломерата на охладителях этого типа осуществляется непрерывно.
На охладителях прямолинейного типа процесс загрузки, охлаждения и разгрузки агломерата непрерывен. Охлаждение осуществляется путем продувания или прососа воздуха через слой агломерата, лежащего на полотне охладителя.
Прямолинейные охладители имеют следующие технические характеристики:
Тип охладителя…………………………… ОП-125 ОП -315
Производительность, т/ч………………… 125 370
Рабочая площадь, м2……………………... 128 315
Ширина рабочей поверхности, м………… 2500 3500
Высота слоя, мм…………………………… 550–700 600 - 700
Скорость движения полотна, м/мин……… 0,5–1,5 1 - 3
Угол наклона охладителя ,град…………. . 0 - 16 10; 16
Мощность электродвигателей, кВт……… 19,5 55×2
Линейные охладители с площадью охлаждения 640 и 861 м2 работают на фабриках Японии. Охладитель площадью 861 м2 с шириной полотна 6,0 м и высотой укладываемого слоя до 1,5 м расположен под агломашиной.
Охладитель агломерата ОП-315 (рис. 8.3) состоит из бесконечного колосникового полотна 2, на верхнюю ветвь которого укладывается охлаждаемый агломерат, приводных 1 и натяжных 3 звездочек, загрузочной воронки 5 горячего агломератат и приемного устройства 6 охлажденного агломерата. Рабочее полотно охладителя состоит из отдельных, выполненных в виде колосниковой сварной решетки с бортамии закрепленных на звеньях двух пластинчатых цепей. Рамы и борта соединены болтами. В нижней части бортов установлены продольные уплотнения контакта подвижного полотна с неподвижными дутьевыми камерами.
Рис. 8.3. Прямолинейный охладитель агломерата ОП-315.
Каждая цепь, на которой закреплены рамы полотна,имеют наружные и внутренние пластины, соединенные между собой осями.
Выступающие концы осей защищены втулками и служат для зацепления с зубьями приводных и натяжных звездочек. Между наружными и внутренними пластинами цепей установлены на подшипниках качения опорные ролики17 полотна.
Привод полотна охладителя (рис. 8.4), находящийся в разгрузочной части, состоит из двух отдельных приводов (левого и правого), соединенных с коренным валом ведущих звездочек. Каждый привод — навесного типа , который включает тихоходный редуктор, установленный на выходной конце коренного вала, и два быстроходных редуктора с электродвигателями мощность 22,0 кВт.

Рис. 8.4. Привод линейного охладителя агломерата.
На загрузочном конце охладителя установлены ведомые натяжные звездочки 3 цепей полотна.
Для подачи охлаждающего воздуха под колосниковое полотнона всей рабочей длине охладителя установлено двенадцать дутьевых камер 4 (см. рис. 88).
Горячий агломерат от агломашины поступает в загрузочную воронку 5 и равномерно выдается на движущееся полотно охладителя.
Охлажденный агломерат разгружается в приемный бункер 6 и напрвляется на грохот.
Охладитель мелочи агломерата (горячего возврата)
После дробления от агломерата отделяется мелочь — горячий возврат, который охлаждается водой в агрегатах барабанного типа и направляется на повторное спекание. Охлаждение возврата производится с целью возможности транспортировки его на ленточных конвейерах и улучшения условий работы обслуживающего персонала.
На металлургических заводах применяются барабанные охладители возврата двух типоразмеров: ОБ-2,8 X 10 и ОВ-1,8 X 4,9.
Ниже приведены технические характеристики этих агрегатов.
Тип охладителя ОБ-2.8Х10
Производительность, т/ч 250
Диаметр барабана, мм 2800
Длина барабана, мм 10000
Частота вращения барабана, об/мин 6
Расход воды на охлаждение возврата, м3/ч 80
На рис. 8.5 показан барабанный охладитель возврата ОБ-2,8 X 10, устанавливаемый в технологических линиях с агломашинами АКМ-312. Горячий агломерат загружается в барабан 5, вращающийся на четырех опор-шх роликах 10.
Рис. 8.5. Барабанный охладитель возврата.
Привод вращения барабана состоит из электродвигателя постоянного тока 11, двухступенчатого цилиндрического редуктора 12 и открытой зубчатой передачи, венец 4 которой закреплен на барабане.
Барабан сварной из листовой стали, торец которого со стороны загрузки закрыт кольцевой стенкой 2 с отверстием для установки загрузочной воронки 1. Внутренняя поверхность барабана футерована листами из углеродистой стали, к которым на длине 0,8 м от загрузочного торца приварена двухзаходная спираль, предназначенная для предотвращения скопления агломерата. На остальной части к внутренней поверхности барабана приварены продольные ребра, способствующие хорошему перемешиванию охлаждаемого материала. Между спиралью и поверхностью барабана имеются щели для прохода воды. Барабан двумя бандажами 3 опирается на четыре стальных опорных ролика 10. Ролики насажены на оси, каждая из которых опирается на два сферических подшипника, установленных в чугунных корпусах. Бандажи на барабан посажены с зазором, необходимым для компенсации увеличения диаметра барабана при его нагреве во время работы. С этой же целью зубчатый венец 4 открытой передачи крепится к барабану при помощи стальных пластин.
Для облегчения движения охлаждаемого агломерата в сторону разгрузки барабан установлен под углом 4°. От осевого смещения он удерживается через бандаж двумя упорными стальными роликами 13.
Охлажденный агломерат разгружается из барабана через разгрузочную сварную камеру 7, в нижней части футерованную стальными листами. Круговой зазор между барабаном и стенкой камеры закрыт пластинчатой резиной 6, исключающей выброс пара, образующегося при охлаждении агломерата водой. В верхней части разгрузочной камеры имеется фланец для присоединения к системе отвода пара.
Все узлы охладителя установлены на общей сварной раме 9.
Охлаждающая вода в барабан подается тремя трубопроводами 8, на которых установлены форсунки для разбрызгивания воды.
При работе охладителя возврат агломерата с температурой до 800°С подается в барабан, куда одновременно подается и вода. При вращении барабана лопасти спирали захватывают материал и перемещают его в направлении разгрузочной камеры. Температура возврата на выходе из барабана не превышает 70°С.
Дата добавления: 2015-09-29; просмотров: 6330;