Лекция4. Оборудование для дробления и грохочения флюсов и топлива
Шихтовые материалы поступают на фабрику окускования в кусках различной крупности. Часть материалов — концентрат, руда, колошниковая пыль, шлам и окалина с фракцией < 10 мм не нуждаются в дроблении или измельчении. Известняк, поступающий в крупных кусках, а также коксовая мелочь на аглофабриках измельчаются до фракции 3 — 0 мм. Выбор типа дробильных и размольных машин определяется физико-механическими свойствами материала и необходимой степенью его дробления и измельчения.
Конусные дробилки мелкого и среднего дробления используют в первой стадии дробления до крупности 5—15 мм. Для получения топлива требуемой крупности 3 — 0 мм на второй стадии дробления применяют четырехвалковые дробилки. При одностадийном дроблении твердого топлива используются также четырехвалковые дробилки, но при этом почти вдвое падает их производительность и ухудшается зерновой состав дробленого топлива. Для дробления известняка применяются конусные и однороторные молотковые дробилки.
Для выделения требуемых размеров фракции дробилки работают в замкнутом цикле с грохотами (рис. 4.1)
а 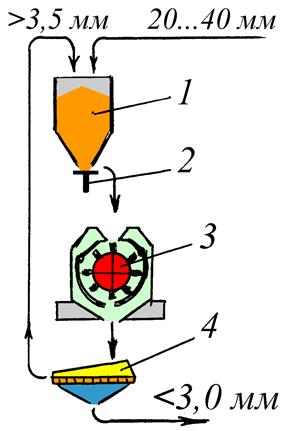 б
б 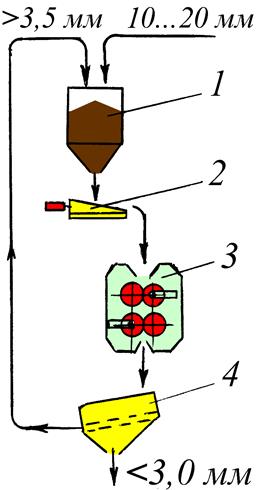
Рис.4.1 Схема работы дробилок в замкнутом цикле с грохотами
Молотковые дробилки используют также на фабриках окатышей для дробления кусков бентонита крупностью 200 — 250 мм до крупности 40 — 80 мм. Тонкое измельчение известняка и бентонита до необходимого размера 0,050…0,070 мм осуществляется в шаровых барабанных мельницах, работающих в замкнутом цикле с воздушным сепаратором.
Дробилка четырехвалковая (рис .4.2) состоит из сварной станины \1, двух пар валков 3 и 2 (верхних и нижних) с приводами, механизма [проточки 4 бандажей и механизма загрузки 5.
Каждый валок дробилки состоит из вала 6, корпуса 7 и сменного бандажа 8. Бандажи валков из марганцовистой стали имеют по две посадочные расточки — цилиндрическую и коническую. Цилиндрической расточкой бандаж до упора насаживается на корпус валка, а в коническое гнездо устанавливается распорное кольцо 9, которое зажимается восемью болтами. Распорное кольцо имеет разрез шириной 10 — 12 мм, что дает возможность плотно натянуть бандаж на корпус.
Корпус валка укреплен на валу призматической шпонкой 10 и планкой 11, которая установлена в паз вала и привинчена болтами к торцу корпуса.
Опоры валков выполнены на подшипниках качения, установленные в кольцо со сферой для самоустановки. На корпусах подшипников холостых подвижных валков установлены пружинные амортизаторы 12. При попадании между валками недробимого предмета (болт, гайка, кусок металла) подвижный валок, сжимая пружины, отходит от неподвижного валка и недробимый предмет проходит вместе с коксом, не повредив дробилки.
Зазоры между верхними (8 — 10 мм) и нижними (1,5 — 2,5 мм) валками регулируют при помощи нажимных винтов 13. Каждый приводной валок вращается от электродвигателя 14 через редуктор 15 и промежуточный вал 16. Вращение холостым валкам передается от приводных валков через клиноременные передачи 17, расположенные по одной с каждой стороны дробилки. Для создания необходимого натяжения клиновых ремней на станине установлены натяжные устройства 18.
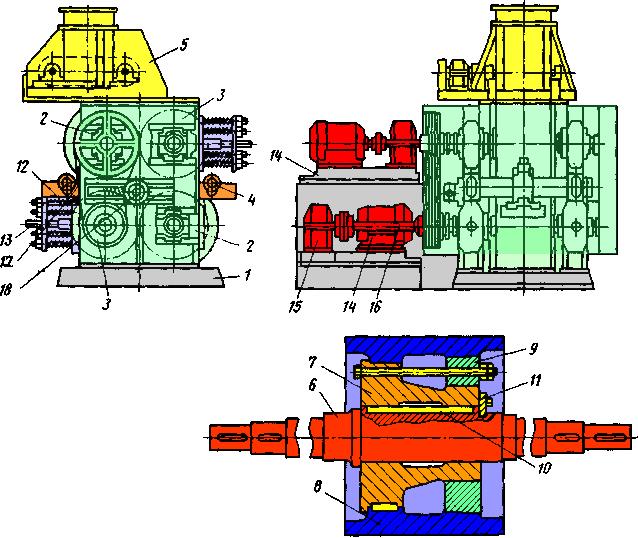
Рис. 4.2 Четырёхвалковая дробилка.
В процессе работы дробилки поверхности бандажей валков изнашиваются по длине неравномерно, что снижает эффективность дробления. Изношенную поверхность бандажей восстанавливают непосредственно на дробилке путем проточки резцом с помощью специального механизма. Механизм проточки бандажей представляет собой съемный суппорт с механизмом продольной подачи. Суппорт с насаженной на него резцовой кареткой перемещается вдоль образующей валка с помощью винтовой пары.
Техническая характеристика четырехвалковой дробилки твердого топлива следующая:
Производительность,т/ч…………………………………………16
Размер поступающих кусков, мм………………………………..40
Размеры валка, мм:
диаметр…………………………………………………….900
длина……………………………………………………….700
Частота вращения валков, мин-1:
верхних……………………………………………………116
нижних…………………………………………………….179
Мощность привода валков, кВт:
верхних……………………………………………………14/20
нижних…………………………………………………….40
В зависимости от крупности коксика стойкость бандажей валков между переточками составляет от одних до нескольких суток. Срок службы бандажей нижних валков после многократных переточек не превышает 2 — 2,5 мес. Раз в год вместе с нижними валками меняют и верхние.
В отличие от выше рассмотренной разработана четырехвалковая дробилка ДЧГ 950×800 производительностью до 30 т/ч с индивидуальным приводом каждого валка от электродвигателя мощностью 37 кВт. (рис. 4.3).
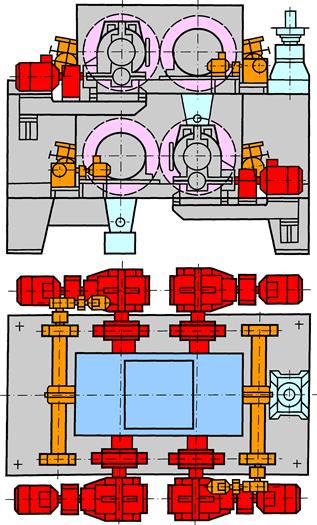
Рис. 4.3 Четырёхвалковая дробилка с индивидуальным приводом валков.
Дробилки молотковые нашли широкое применение и процессах шихтоподготовки на фабриках окускования.
Дробилка (рис. 4.4) состоит из корпуса 1, ротора 2 смолотками 3, колосниковой решетки 9, механизмов 4 регулирования положения колосниковой решетки и привода 7.
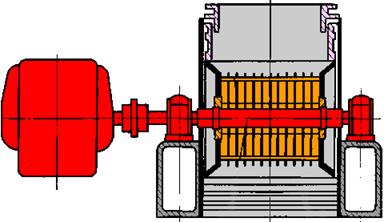
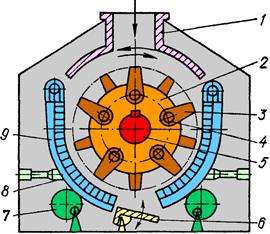
Рис. 4.4 Молотковая дробилка
Ротор дробилки собран из отдельных дисков, закрепленных на валу 5 шпонкой. Между дисками шарнирно на осях в шахматном порядке подвешены молотки 3 со съемными бойками. Вал ротора опирается на два самоустанавливающихся подшипника качения, корпуса которых смонтированы на опорах.
Колосниковая решетка состоит из двух секций, охватывающих полуокружность ротора. Каждая из секций представляет собой раму с пазами, в которые укладываются колосники.
Техническая характеристика молотковой дробилки:
Производительность, т/ч………………………………………..250
Размер кусков, мм:
поступающих……………………………………………..80
выходящих………………………………………………...3..0
Размеры ротора, мм:
диаметр……………………………………………………1450
длина……………………………………………………….1300
Число рядов молотков……………………………………………10
Количество молотков……………………………………………..115
Масса молотка, кг…………………………………………………..43
Мощность электродвигателя, кВт……………………………….630
К наиболее изнашиваемым деталям дробилки относятся молотки, колосниковая решетка и футеровочные плиты. При износе одного конца молотки поворачивают на 180°. Таким образом, один комплект молотков на реверсивных дробилках используется дважды. Срок службы термообработанного молотка 1 мес. Для исключения возможности нарушения балансировки ротора необходимо заменять весь комплект молотков одновременно.
На фабриках окускования для измельчения известняка и бентонита используются в основном шаровые мельницы трех типов: Ш-12, Ш-25 и Ш-50А.
Технические характеристики этих агрегатов:
Тип мельницы Ш-12 Ш-25 Ш-50А
Производительность, т/ч 12 25 50
Диаметр барабана, м 2,87 34 37
Длина барабана, м 4,1 6,0 8,5
Частота вращения барабана, мин 18,7 17,2 16,2
Масса загружаемых шаров, т 30 56 100
Мощность электродвигателя, кВт 400-500 1000 2000
Замена шаров по мере их износа может производиться на ходу. В случае поддержания постоянной массы шаровой загрузки производительность мельниц и заданная крупность помола остаются неизменными в течение длительного времени.
Шаровые мельницы не боятся попадания металлических предметов. С увеличением единичной мощности их преимущества увеличиваются, так как при этом снижаются удельные капитальные затраты на оборудование, Недостатками мельниц являются значительная металлоемкость конструкции, громоздкость фундаментов, повышенный шум в процессе работы, а также необходимость авторегулирования скорости подачи материала во избежание перерасхода электроэнергии на помол и чрезмерного износа шаров.
Конструктивно мельницы различаются между собой опорными узлами. Барабан 7 мельниц Ш-12 и Ш-50А (рис. 4.5) опирается на фундамент через коренные подшипники 1 полыми цапфами 3, соединенными с торцевыми крышками 4, прикрепленными к фланцам барабана. К этим фланцам прикреплен также зубчатый венец 5.
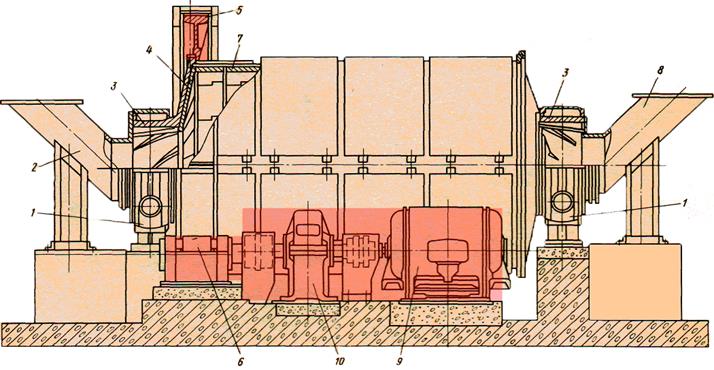
Рис. 4.5 Мельница
Барабан мельницы Ш-25 опирается на две пары опорных роликов бандажами, прикрепленными болтами к торцам барабана. Одна пара опорных роликов приводная, другая — не приводная. При такой конструкции опорных узлов загрузочное и разгрузочное отверстия мельницы практически могут иметь любые размеры, так как они не зависят от диаметра опорных подшипников, определяющих размеры цапф.
Барабаны мельниц сварные или клепаные из толстолистовой стали, футеруются внутри плитами, предохраняющими стенки барабанов от износа. Загрузка и выгрузка материала в мельницах с коренными подшипниками происходит через неподвижные патрубки 2 и 8 и полые цапфы 3.
Внутри цапф установлены спирали. В загрузочной цапфе спираль служит для транспортирования материала в барабан, а в разгрузочной обратная спираль служит для загрузки в барабан шаров против потока выгружаемого материала, а также способствует возврату крупных частиц в мельницу. Между патрубками и цапфами имеются уплотнения.
Привод мельницы состоит из электродвигателя 9, цилиндрического редуктора 10, узла под венцовой шестерни 6 и зубчатого венца 5, закрепленного на барабане.
Барабан заполняется примерно на половину объема шарами диаметром 40 мм. При вращении барабана шары за счет трения поднимаются на некоторую высоту, оттуда свободно или перекатываясь падают вниз. Через загрузочный патрубок внутрь барабана непрерывно подается материал, который ударом, раздавливанием, истиранием шарами измельчается и движется вдоль оси барабана за счет перепада уровней загрузки и разгрузки и напора непрерывной подачи. Измельченный до требуемой крупности материал увлекается потоком теплоносителя, подаваемого в мельницу от топочного агрегата и отсасываемого через сепаратор и группу циклонов вентиляторами.
Внутренняя поверхность барабана и торцевых крышек мельниц, ограничивающая зону измельчения, футеруется износостойкими плитами, работающими на истирание.
Ремонт мельниц в основном заключается в замене футеровок. Эксплуатационные затраты на футеровку мельниц весьма велики по сравнению с, затратами на другие детали (корпус, привод). Основным материалом для изготовления футеровок являются аустенитные марганцовистые стали. Наибольшее распространение получила сталь 110Г13Л (сталь Гадфильда). Успешно работают мельницы с резиновой футеровкой барабанов, стойкость которых в 3 — 4 раза выше металлических.
Дата добавления: 2015-09-29; просмотров: 2766;