Основные типы токарных станков
К токарным относят большую группу станков, предназначенных в основном для обработки заготовок в виде тел вращения.
Основными технологическими операциями, выполняемыми на токарных станках, являются: обтачивание и растачивание соответственно наружных и внутренних цилиндрических и конических поверхностей, подрезание торцов, прорезка канавок, сверление отверстий, зенкерование, развертывание, нарезание резьб и др.
В состав станков этой группы входят токарно-винторезные, токарно-револьверные, токарно-карусельные, токарно-лобовые, многорезцовые, токарно-затыловочные станки, токарные автоматы и полуавтоматы, специальные токарные станки.
Токарно-винторезные станки позволяют выполнять все вышеперечисленные технологические операции и применяются в основном в единичном и мелкосерийном производствах. Они имеют практически однотипную конструктивную компоновку. Основными сборочными единицами этих станков являются: станина; передняя шпиндельная бабка с размещенной в ней коробкой скоростей; коробка подач, суппорт с резцедержателем и фартуком; задняя бабка. Станина служит для монтажа всех основных сборочных единиц станка и является его основанием. Наиболее ответственной частью станины являются направляющие, по которым перемещается каретка суппорта и задняя бабка.
Токарно-револьверные станки отличаются от токарно-винторезных отсутствием задней бабки, вместо которой расположен револьверный суппорт, и на нем смонтирована револьверная головка. В револьверных станках также отсутствуют ходовые винты. В гнездах револьверной головки можно закрепить резцы сверла зенкеры, развертки метчики, плашки и т.д. Применяя многоинструментальные державки, в одном гнезде револьверной головки можно закрепить несколько режущих инструментов для одновременной обработки заготовки, в результате чего сокращается машинное время. Наличие совершенных механизмов для поворота револьверной головки, а также упоров и других механизмов автоматического останова револьверной головки позволяет сократить вспомогательное время. Поэтому токарно-револьверные станки являются более производительными по сравнению токарными. Ввиду сравнительно сложной наладки токарно-револьверные станки рационально применять в серийном производстве. В условиях крупносерийного и массового производства револьверные станки вытесняются более производительными автоматами и полуавтоматами.
Токарно-карусельные станки применяются для обработки заготовок большого диаметра. Обрабатываемая заготовка закрепляется на круглом столе (планшайбе) с вертикальной осью вращения. Это значительно облегчает установку заготовки и снятие готовой детали со станка. Станки выпускаются двух разновидностей: одностоечные с диаметром планшайбы до 1,6 м и двухстоечные, на которых можно изготавливать детали диаметром до 24 м.
Для обработки коротких заготовок большого диаметра в единичном производстве и в ремонтных мастерских применяют токарно-лобовые станки. На них обтачивают наружные цилиндрические и конические поверхности, подрезают торцы, протачивают канавки, растачивают внутренние отверстия и др. У лобовых станков сравнительно малая длина и большой (до 4 м) диаметр планшайбы.
Многорезцовые токарные станки – это высокопроизводительные специализированные станки, предназначенные для обработки деталей типа ступенчатых валиков, блоков заготовок для зубчатых колес и т.п. в серийном и массовом производстве. Обрабатываемые детали закрепляются в патроне или центрах и получают вращение. Требуемая частота вращения на этих станках обеспечивается сменными зубчатыми колесами. Многорезцовые станки имеют два (и более) суппорта, на каждом из которых может быть установлено несколько работающих резцов (рис. Х). Передний суппорт 1 может получать поперечное перемещение (для врезания) и продольную подачу и продольную подачу для обтачивания наружных цилиндрических поверхностей. Задний суппорт имеет только поперечную подачу, необходимую для проточки канавок, подрезки торцов, обработки фасонных поверхностей, снятия фасок. Одновременная обработка несколькими резцами каждого суппорта и совмещение обработки инструментами нескольких суппортов обеспечивают сокращение машинного времени, что обеспечивает высокую производительность этих станков.
Токарно-затыловочные станки применяются для придания задним поверхностям (затылкам) зубьев фасонных режущих инструментов криволинейной формы – архимедовой спирали. Такой профиль задней поверхности зубьев обеспечивает постоянство заднего угла и профиля режущей кромки по всей длине зубьев при их переточке по передней поверхности. Затылованию подвергаются фасонные, гребенчатые, дисковые модульные, червячные модульные, шлицевые фрезы, а также метчики с прямыми и винтовыми зубьями.
Архимедова спираль получается при равномерном вращательном движении обрабатываемой фрезы 1 (рис. 17) и равномерном перемещении затыловочного резца 2 перпендикулярно оси фрезы (поперечная подача). Подача осуществляется специальным кулачком 3, рабочий участок ВА которого очерчен по архимедовой спирали. За время поворота затылуемой фрезы на один зуб кулачок совершает один полный оборот. Когда ролик 4 перекатывается по участку ВА, совершается рабочий ход суппорта 5 с резцом 2. При попадании ролика на участок АВ суппорт под действием пружины 6 быстро отходит от фрезы (холостой ход). В качестве затыловочного инструмента применяют фасонные резцы или шлифовальные круги. Они имеют фасонный профиль, соответствующий профилю затылуемых зубьев.
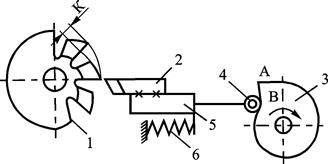
Рис. 17 . Принципиальная схема затылования
Токарно-затыловочные станки внешне похожи на токарно-винторезные станки. На них можно наряду с затылованием выполнять и другие токарные работы, в том числе и нарезание резьбы.
Автоматом называют станок, в котором автоматизированы все основные и вспомогательные движения, необходимые для выполнения технологического цикла обработки детали, а также выгрузка (снятие) готовой детали и загрузка новой заготовки.
В полуавтоматах автоматизированы все основные и вспомогательные движения, составляющие цикл обработки одной заготовки, а установка и снятие заготовки со станка и его пуск осуществляются станочником.
Токарные автоматические станки бывают одно- и много шпиндельными. На современных одношпиндельных токарных автоматах можно изготавливать детали из прутков диаметром от 3 до 60 мм, а на многошпиндельных – от 15 до 125 мм. Выбор типа автомата определяется серийностью производства, требуемой точностью обработки, а также экономическими соображениями.
Дата добавления: 2015-09-23; просмотров: 1195;