Расчет усилий и потребной мощности при волочении.
Усилие при волочении зависит от многих факторов: механических свойств протягиваемого металла, величины обжатий, внешнего трения, формы канала инструмента, скорости волочения, величины противонатяжения, поперечной площади протягиваемого профиля.
При выводе формул усилий волочения принимается много допущений, поэтому имеется различия в конечных результатах расчета разных авторов.
Для сплошных круглых профилей можно пользоваться формулой Целикова А.И.:
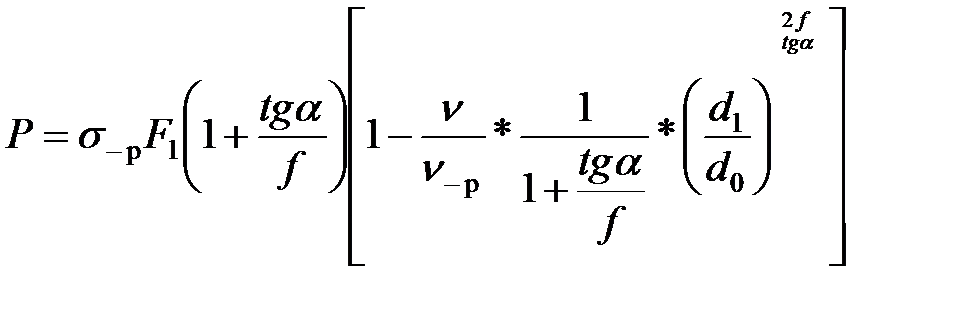
sср - сопротивление пластической деформации при растяжении принимается как среднее арифметическое из пределов прочности материалов до и после волочения,
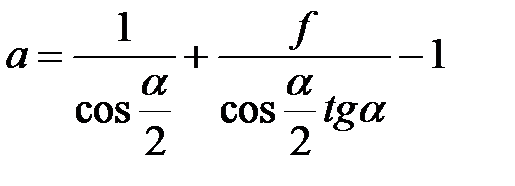
a - угол между образующей конуса волоки в рабочей части и ее осью.
sq - напряжения в протягиваемом металле при поступлении в волоку.
f - коэффициент трения между волокой и протягиваемым металлом.
F1 - площадь сечения прутка после выхода из волоки.
d0 и d1 - диаметры прутка до и после волочения.
Для расчета усилия волочения проволоки может быть использована формула Красильщикова, выведенная на основе экспериментальных данных:
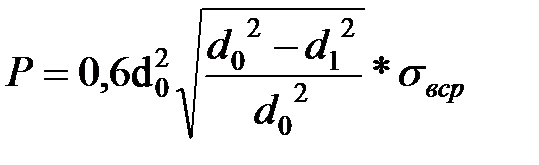
sвср - средний предел прочности, 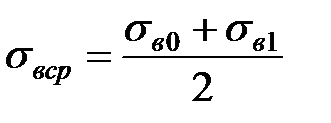 ;
;
sв0 - предел прочности до волочения;
sв1 - предел прочности после волочения.
Формулы Губкина С. И. Могут быть использованы для расчета усилий при волочении сплошных тел, труб без оправки, на короткой и длиной оправке:
а) волочение сплошных тел.

sср - среднее значение сопротивления деформации в очаге деформации:
К0 - удельное давление от обратного натяжения,
Ф = 2n
n = 1 - для осесимметричных тел
 и
и  – стороны прямоугольника,
– стороны прямоугольника,
y - степень деформации, 
Fпов - поверхность соприкосновения металла с инструментом в направляющем пояске,
для сплошных тел:
Fпов = П*l,
где П - периметр,
l - длина цилиндрического пояска.
б) волочение труб на оправке или штанге без изменения внутреннего диаметра.

 ;
;  ;
;
 ;
;  - на длинной оправке
- на длинной оправке
 - на короткой оправке
- на короткой оправке
dоп - диаметр оправки;
D и d - наружные диаметры труб до и после волочения;
 - на короткой
- на короткой
 - на подвижной длинной
- на подвижной длинной
 - без оправки
- без оправки
S0 - начальная толщина стенки,
D0 - начальный наружный диаметр трубы.
Ковка
Ковка – способ обработки давлением, при котором деформирование нагретого (реже холодного) металла осуществляется или многократными ударами молота или однократным давлением пресса.
Формообразование при ковке происходит за счет пластического течения металла в направлениях, перпендикулярных к движению деформирующего инструмента. При свободной ковке течение металла ограничено частично, трением на контактной поверхности деформируемый металл – поверхность инструмента: бойков плоских или фигурных, подкладных штампов.
Ковкой получают разнообразные поковки массой до 300 т.
Первичной заготовкой для поковок являются:
· слитки, для изготовления массивных крупногабаритных поковок;
· прокат сортовой горячекатаный простого профиля (круг, квадрат).
Ковка может производиться в горячем и холодном состоянии.
Холодной ковке поддаются драгоценные металлы – золото, серебро; а также медь. Технологический процесс холодной ковки состоит из двух чередующихся операций: деформации металла и рекристаллизационного отжига. В современных условиях холодная ковка встречается редко, в основном в ювелирном производстве.
Горячая ковка применяется для изготовления различных изделий, а также инструментов: чеканов, зубил, молотков и т.п. Материалом для горячей ковки являются малоуглеродистые стали, углеродистые инструментальные и некоторые легированные стали. Каждая марка стали имеет определенный интервал температур начала и конца ковки, зависящий от состава и структуры обрабатываемого металла. Температурные интервалы начала и конца ковки для углеродистых сталей приведены в Таблица 2 - .
Таблица 2 - Температурные интервалы начала и конца ковки, для углеродистых сталей
| Марка стали | Температуры ковки | |
| начала | конца | |
| Ст 1 | ||
| Ст 2 | ||
| Ст 3 | ||
| Сталь У7, У8, У9 | ||
| Сталь У10, У12, У13 |
Дата добавления: 2015-09-18; просмотров: 5726;