Основы трикотажного производства 8.5.1. Понятие о трикотаже
Трикотаж— это изделия или полотна, получаемые из одной нити или системы нитей путем образования петель и их взаимного переплетения.
Основными элементами трикотажа являются петли, наброски и протяжки. Сочетание элементов петельной структуры, составляющих непрерывный элементарный ряд, и чередование этих рядов создают переплетение. Петли, расположенные в одном ряду по ширине трикотажа, образуют горизонтальный петельный ряд, а петли, нанизанные одна на другую по вертикали, — вертикальный петельный столбик.
Переплетение трикотажа наряду с нитями, используемыми для его изготовления, является важнейшей качественной характеристикой и определяет внешний вид и свойства трикотажа: растяжимость, распускаемость, поверхностную плотность, толщину, формоустойчивость и т.д. Применяя различные переплетения, можно получать трикотаж с различными свойствами, узорными или структурными эффектами.
Трикотаж характеризуется большим многообразием переплетений, которые подразделяют на следующие классы: главные, производные, рисунчатые и комбинированные.
К классу главных относят переплетения, состоящие из одинаковых элементов структуры (петель). Главные переплетения образуют гладкую и равномерную поверхность трикотажа.
К классу производных относят переплетения, образованные из сочетания нескольких главных, взаимно ввязанных так, что между петельными столбиками одного помещаются петельные столбики другого или нескольких таких же переплетений. Производные переплетения, также, как и главные, образуют трикотаж с гладкой равномерной поверхностью, но в отличие от них имеют меньшую растяжимость и большую прочность на разрыв.
К классу рисунчатых относят переплетения, образованные на базе главных или производных путем введения в них дополнительных элементов (набросков, протяжек, дополнительных нитей) или изменения процессов выработки, позволяющих получать трикотаж с новыми свойствами.
К классу комбинированных относят переплетения, в которых сочетаются признаки различных главных, производных или рисунчатых переплетений. Число комбинированных пере-
плетений трикотажа неограниченно. В зависимости от сочетания переплетений разных классов различают трикотаж про-стых комбинированных, производно-комбинированных, рисунчатых и сложных комбинированных переплетений. При выработке трикотажа комбинированными переплетениями путем различного сочетания элементов структуры могут быть получе-ны разнообразные рисунчатые эффекты: цветные, оттеночные/ рельефные, ворсовые и т.д.
В зависимости от способа образования трикотажа переплетения каждого класса подразделяются на поперечно-вязаные (кулирные) и основовязаные (продольновязаные). В кулирном трикотаже петельный ряд образуется последовательным изгибанием одной нити, а в основовязаиом трикотаже — одновременным прокладыванием на иглы и изгибанием целой системы параллельно расположенных нитей.
По числу петельных слоев поперечновязаный и основовяза-ный трикотаж подразделяют на два вида: одинарный (однофон-турный) и двойной (двухфонтурный). Одинарный трикотаж вырабатывают на машинах с одной игольницей — однофонтур-ных, двойной трикотаж — на машинах с двумя игольницами — двухфонтурных. В отдельных случаях одинарный трикотаж может быть получен на двухфонтурных машинах при условии использования одной игольницы.
Двойной трикотаж может быть однояйцевым, двухлицевым и двухизнаночным.
Кроме класса, переплетение может характеризоваться раппортом. Раппорт переплетения — это наименьшее число петельных рядов (раппорт по высоте) или петельных столбиков (раппорт по ширине), после которых порядок чередования петель, набросков или протяжек в переплетении повторяется.
Трикотажные изделия вырабатывают различными способами: регулярным, полурегулярным, раскройным и комбинированным.
Регулярным называют способ, при котором на специализированных машинах получают целыювязаное изделие или детали, не требующие подкроя при их соединении в изделие.
При попу регулярном, способе изделие получают из трубчатого или плоского купона, ширина и длина которого равны соответствующему размеру изделия. Купоны вяжутся на трикотажной машине сплошной лентой, после чего отделяются один от другого по разделительному ряду специально ввязанной разделительной нитью. Нижний край купона не распускается и не требует швейной обработки. Купоны подкраивают по линиям проймы, горловины и оката рукава.
Раскройный способ состоит в том, что полотно, полученное на трикотажной машине, раскраивают подобно тканям, т.е. из полотна вырезают плоские детали изделия по контуру, которые затем соединяют швами, придавая изделиям необходимую форму.
При комбинированном способе различные детали изделия изготавливаются регулярным (полурегулярным) и раскройным способами.
8.5.2. Общие сведения о трикотажных машинах
Существует много типов трикотажных машин. В соответствии с конструктивной классификацией трикотажные машины делят на пять групп:
• чулочные автоматы (ЧА);
• круглотрикотажные машины (КТ);
• плосковязальные машины (ПВ);
• котонные машины (КМ);
• основовязальные машины (ОВ).
Первые три группы машин данной классификации в большинстве случаев имеют подвижные относительно своего ложа (игольницы, которую называют фонтурой) иглы, а четвертая группа (котонные машины) — подвижные кулирные и распределительные платины. Только группа основовязальных машин выпускается исключительно с иглами, неподвижно закрепленными на игольнице. Для машин с иглами, подвижными относительно игольницы, характерно последовательное провязывание петель отдельными иглами.
Если иглы относительно игольницы неподвижны, то в случае плоской игольницы провязывание будет осуществляться одновременно на всех иглах, а в случае круглой игольницы, имеющей вид цилиндра, — последовательно каждой иглой.
Каждую группу машин подразделяют на типы по следующим признакам:
• по количеству игольниц — однофонтурные или двухфон-турные;
• по способу вязания — поперечно-вязальные (кулирные) или основовязальные;
• по виду применяемых игл — с крючковыми, язычковыми, движковыми и особой конструкции иглами;
• по виду вырабатываемой продукции — в соответствии с технологическим назначением машины.
В двухфонтурных чулочных автоматах и кругловязальных машинах фонтуры могут располагаться горизонтально и вертикально. Горизонтальную фонтуру выполняют в виде диска 1, а
нертикальную — в виде цилиндра 2 (рис. 8.10, а). Кругловя-зальная машина может иметь обе фонтуры вертикальные, в виде цилиндров (рис. 8.10, б).
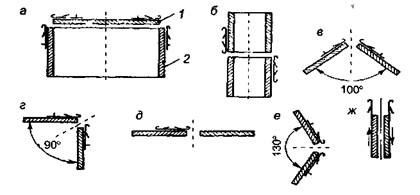
Рис. 8 10 Расположение игольниц в двухфонтурных машинах:
а — расположение и виды фонтур в машине; б — кругловязальная
машина; в — плосковязальная машина с наклонным расположением
фонтур, г — плосковязальная машина с горизонтальным
и вертикальным расположением фонтур; д — оборотная
плосковязальная машина с горизонтальным расположением фонтур;
е — оборотная плосковязальная машина с вертикальным
расположением фонтур, ж — основовязальная машина;
1 — диск; 2 — цилиндр
В плосковязалъных машинах фонтуры обычно наклоняют друг к другу под углом 100° (рис. 8.10, в), что связано с условиями прокладывания нити на иглы. Но известны плосковязальные машины, где фонтуры расположены вертикально и горизонтально под углом 90° друг к другу (рис. 8.10, г). В оборотных плосковязальных машинах обе фонтуры располагают горизонтально (рис. 8.10, д) или под углом 130° в вертикальной плоскости (рис. 8.10, е). Наконец в двухфонтурных основовязальных машинах, где обе фонтуры подвижны, так как они перемещаются вместе с иглами, их располагают вертикально (рис. 8.10, ж).
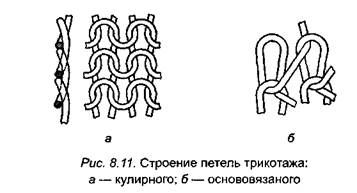
Поперечно-вязальные (кулирные) машины характеризуются выработкой трикотажа, у которого горизонтально расположенные петли образуются последовательно одной и той же нитью (рис. 8.11, а). Основовязалъные машины отличаются от поперечно-вязальных выработкой трикотажа с вертикальным или диагональным расположением петель (рис. 8.11, б), образованных из одной и той же нити. В этом случае число нитей, заправляемых в машину, зависит от числа работающих игл.
Кроме вышеперечисленных конструктивных особенностей, трикотажные машины по технологическим признакам подразделяют на три группы: чулочную, бельевую и верхнего трикотажа. По этим признакам специализируются и трикотажные фабрики.
8.5.3. Производство бельевых трикотажных изделий
Бельевое производство на трикотажных фабриках состоит из следующих технологических процессов: вязания бельевых трикотажных полотен, крашения и отделки полотен, пошива изделий.
Вязание бельевых трикотажных полотен осуществляется на круглотрикотажных и основовязальных машинах. Кроме получения бельевых изделий из полотен, в последнее время широко применяют полурегулярный способ изготовления женского белья на круглотрикотажных машинах в виде купонов трубчатой формы. Изготовление женского белья в виде купонов значительно экономичнее, так как при этом уменьшаются отходы при раскрое и сокращается число швейных операций. Кроме того, купонное белье лучше, чем кроеное, облегает фигуру и имеет красивый внешний вид. Однако изготовление кроеного белья из полотен применяется шире, так как оно универсально для получения всех видов и размеров белья.
Трикотажные полотна для белья вырабатывают из хлопчатобумажной, хлоиковискозной, хлопколавсановой и шерстяной пряжи и из искусственных и синтетических нитей — гладких и текстурированных.
Для бельевого ассортимента широко используют полотна главных, производных и рисунчатых переплетений.
Полученные на круглотрикотажных машинах полотна имеют форму трубки, в таком виде их оставляют для прохождения отделочных операций.
Полотна, изготовленные на основовязальных машинах, имеют плоскую форму. Так как эти полотна сильно закручиваются по краям, то перед отделочными операциями их сшивают по краям, придавая им круглую форму.
Связанные на трикотажных машинах полотна сортируются и маркируются. Маркировка полотна производится с двух сторон каждого куска и может выполняться штампами, карандашом с краской или вышивкой.
Крашение и отделка полотен. Бельевое трикотажное полотно подвергается комплексу мокрых и смешанных обработок для придания ему соответствующих механических, потребительских свойств и красивого внешнего вида. Отделка трикотажных полотен обычно состоит из следующих операций:
• отваривания, или размасливания (промывания) для удаления из волокон замасливателей, загрязнений и природных примесей и повышения способности волокон поглощать красители;
• беления и крашения для придания полотну определенного цвета;
• аппретирования для придания полотну свойств, улучшающих качество изделий, изготовляемых из него;
• обезвоживания (отжима), расправления и сушки;
• ширения и декатировки для придания полотну устойчивых размеров, мягкого грифа и исправления деформаций его петельной структуры;
• разбраковки готового полотна для определения его качества.
Круглые трикотажные полотна из синтетических нитей пос-ле сушки подвергают термофиксации (стабилизации) для придания им несминаемости, устойчивости формы и размеров.
Отдельные виды бельевых основовязаных полотен из хими-ческих нитей после сушки подвергаются тиснению для образования на их поверхности рельефного рисунка или плиссированию,
Пошив бельевых изделий из трикотажного полотна осуществляется в раскройно-швейных цехах трикотажных фабрика Этот процесс представляет собой самостоятельный технологи-ческий цикл в общей технологии переработки пряжи и нитей в трикотажные изделия, включающий раскрой полотна и шитье изделий.
Раскрой полотна производится в настиле, который выполняется настилочными машинами. Высота настила зависит от вида полотна и его толщины и ограничивается размерами рабочих органов раскройных машин. Настил полотна разрезают вручную передвижными раскройными машинами с прямыми и дисковыми ножами и стационарными ленточными машинами.
Раскроенные детали после контроля и сортировки комплектуют в пачки по артикулам полотна, цвету, оттенку и рисунку. Чтобы обеспечить комплектность, к пачке деталей изделий подбирают соответствующие прикладные материалы.
Шитье изделий включает целый комплекс операций, которые разделяют на швейные, влажно-тепловые и вспомогательные.
Швейные операции выполняются на швейных машинах различных типов. К ним относятся не только операции соединения деталей изделий строчками для придания им определенной формы, но и обметывание петель, пришивание пуговиц, настрачивание тесьмы и кружев, краевая отделка изделий, вышивка и т.д.
Влажно-тепловая обработка бельевых изделий (разглаживание швов, придание формы) производится с помощью прессов, формовочных машин, паро-воздушных манекенов, а также утюгов.
Вспомогательные операции включают в себя пришивание этикеток, сортировку изделий, очистку готовых изделий от концов ниток, а также упаковку готовых изделий.
Дата добавления: 2015-09-14; просмотров: 1976;