XV Спікання порошкових матеріалів просочуванням
Просочення відноситься до різновиду спікання у присутності рідкої фази, яка залишається до кінця спікання.
Просочення твердих пористих тіл розплавами металів часто зустрічається при одержанні порошкових композиційних матеріалів різноманітного призначення. Це можуть бути: електротехнічні контакти, вкладиші сопел ракетних двигунів на основі вольфраму або молібдену, просочених сріблом або міддю; композиційні вироби багатофункціонального призначення на основі тугоплавких сполук, просочених нікелем, кобальтом, залізом або сплавами на їх основі.
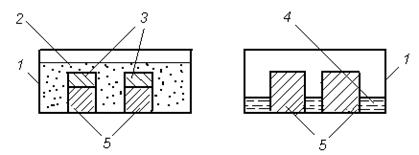
Сутність метода полягає у тому, що при спіканні порошкових виробів просочуванням спочатку пресують пористий каркас, який після попереднього спікання або безпосередньо після пресування просочують розплавом легкоплавкого компонента при сумісному нагріванні у контакті між собою. При цьому можливе просочування зверху і знизу (рис. 5.1). У випадку просочування зверху з порошку легкоплавкого компоненту пресують брикет, який накладають зверху на пористу пресовку основного компоненту. Підготовлені таким чином зразки (вироби) розміщують в човнику і при необхідності засипають засипкою (графітова крупка, оксид алюмінію та інш.).
Як і у випадку спікання у присутності рідкої фази (лаб. робота № 4) умовою самодовільного просочування є наявність змочування твердої фази розплавом легкоплавкого компонента виробу. Термодинамічною умовою змочування є зменшення вільної енергії системи

або  ,
,
де  – поверхнева енергія (поверхневий натяг) на межі розплав-газ;
– поверхнева енергія (поверхневий натяг) на межі розплав-газ;
 – кут змочування (лаб. робота № 3).
– кут змочування (лаб. робота № 3).
а б
1 – човник; 2 – засипка; 3 – брикет з легкоплавкого компоненту; 4 – розплав легкоплавкого компоненту; 5 – пористий каркас зкомпоненту основи (тугоплавкого)
Рисунок 5.1 – Схема спікання просочуванням зверху (а) і знизу (б)
Зазвичай самодовільне просочування відбувається за кута змочування меншим 900 (  ).
).
При виконанні таких умов в порових каналах виникають Лапласівські сили, які сприяють проникненню в них розплаву (рис. 5.2). При відсутності змочування Лапласівські сили виштовхують розплав з порових каналів і самодовільного просочування не відбувається.
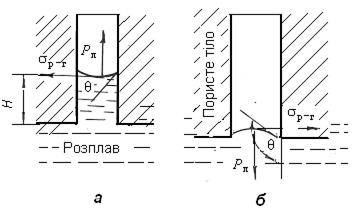
Рисунок 5.2 – Схема просочування при наявності змочування (а) і при відсутності змочування (б)
З кількісної точки зору процес просочення можна описати рівнянням:
Н = а  0,5, або =
0,5, або = 
де H – висота просочування; – час просочення; а - величина, що залежить від характеристик матеріалу
 ,
,
де Rеф – "ефективний радіус" відкритих пор; η - динамічна в'язкість розплаву;
Механізм процесу просочування визначається взаємодією тугоплавкого каркаса з розплавом. При цьому можливі чотири випадки:
1 – розплав змочує тверду фазу і відсутня взаємодія між ними;
2 – розплав не змочує тверду фазу і відсутня взаємодія між ними;
3 – розплав змочує тверду фазу і має місце обмежена взаємна розчинність компонентів;
4 – розплав змочує тверду фазу і має місце необмежена взаємна розчинність компонентів.
У першому випадку розплави самовільно просочують пористий каркас. Прикладом може бути просочення тугоплавких металів (W, Mo) міддю і сріблом.
У другому випадку рідка фаза унаслідок високої поверхневої енергії на межі тверде тіло - розплав не проникає в порові канали і самовільне просочування не відбувається. При необхідності виготовлення композиційних матеріалів за цим методом створюють примусове просочування за рахунок прикладання зовнішнього тиску газу або механічно.
У цьому випадку самодовільне просочування можна забезпечити шляхом нанесення на поверхню тугоплавкого каркасу тонкого шару речовини, яка змочується розплавом. Цей варіант можливий тільки у тому випадку, коли домішки матеріал шару не впливають на кінцеві властивості виробу.
У третьому випадку розплав довільно просочує пористе тіло. Але у тих випадках, коли виконується умова проникнення рідкої фази між частинками твердої (див. лаб. роботу № 4)
 ,
,
де  – поверхнева енергія на межі тверде тіло розплав;
– поверхнева енергія на межі тверде тіло розплав;  – поверхнева енергія на межі розподілу тверде тіло – тверде тіло
– поверхнева енергія на межі розподілу тверде тіло – тверде тіло
Можливе руйнування твердого каркасу виробу і зміна його форми. Це зумовлено тим, що тверда фаза на межі контакту між двома твердими частинками розчинюється в рідкій послаблюючи, тим самим, його міцність. Для того , щоб запобігти цьому явищу, просочування необхідно вести розплавом насиченого розчину матеріалу твердої фази в легкоплавкому. Це допустимо у тому випадку, коли зміна структури і фазового складу матеріалу кінцевого виробу не впливає на його задані властивості.
Закономірності просочування у четвертому випадку подібні до третього випадку. Але для того, щоб запобігти повному взаємному розчиненню компонентів і, тим самим , повній втраті первинної форми виробу, обмежують час просочування в допустимих межах.
Дата добавления: 2015-09-11; просмотров: 1303;