СТАНКИ И МЕХАНИЗМЫ ДЛЯ ГИБКИ СТАЛЬНЫХ ТРУБ
Станки и механизмы для гибки по принципу действия или схеме гибки делятся на плунжерные и роликовые. В свою очередь роликовые по движению гибочного ролика делятся: с неподвижным и вращающимся роликом.
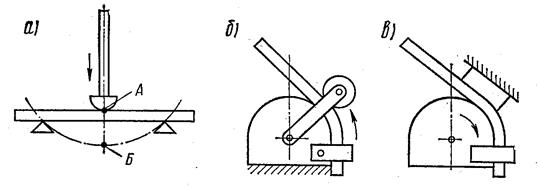
Рис. 10. Схемы гибки труб
а) – на плунжерном станке; б) – на станке с неподвижным гибочным роликом;
в) – на станке с вращающимся роликом
В плунжерном механизме труба опирается на две неподвижные опоры, а на среднюю точку трубы давит плунжер или шток, имеющий на конце кулачок в форме сектора. Перемещение плунжера производится либо вручную через винтовую систему или систему рычагов (при гибке труб небольших диаметров), либо при помощи гидравлического или электрического привода (при гибке труб больших диаметров).
В схеме с неподвижным гибочным роликом труба деформируется под действием перемещающегося обжимного ролика. В схеме с вращающимся гибочным роликом труба прижимается скользящей колодкой, а труба как бы наматывается на ролик.
При гибке трубы ее стенки испытывают различные напряжения. На внешней стороне трубы относительно радиуса гиба возникают напряжения растяжения, а на внутренней – напряжения сжатия. Под действием этих напряжений стенки трубы деформируются и поперечное сечение трубы становится овальным.
Деформация сечения становится заметной при малых радиусах гиба и при диаметрах труб с условным проходом свыше 40 мм.. По этим причинам в ГОСТе для различных труб и различных толщин стенок рекомендованы минимально допустимые радиусы гиба.
При гибке труб диаметром более 40мм их плотно набивают различными наполнителями (например, кварцевым песком) или замораживают в трубах воду. На механизмах с вращающимся гибочным роликом иногда применяется оправка (дорн), препятствующая образованию гофра и овала.
Станок ВМС-28, работает по схеме с неподвижным гибочным роликом и предназначен для гибки труб с условным проходом от 15 до 32 мм. (рис. 11, 12).
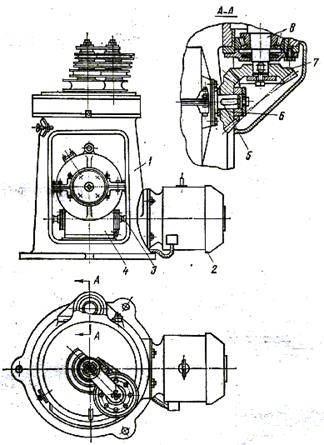
Рис. 11. Общий вид станка ВМС-23
1 – станина; 2 – электродвигатель; 3 – муфта; 4 – червячный редуктор; 5 – конический редуктор; 6, 7 – шестерни; 8 – выходной вал
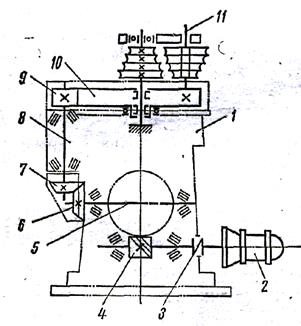
Рис. 12. Кинематическая схема станка ВМС-23
1 – станина; 2 – электродвигатель; 3 – муфта; 4 – червячный редуктор; 5, 8 – вал, 6, 7 – конические шестерни; 9 – шестерня; 10 – зубчатое колесо; 11 – ось гибочных роликов
Для гибки труб с условным проходом 25 - 80 мм предназначен трубогибочный станок с вращающимся роликом и работающий с дорном (ГСТМ-21).
Многопозиционный трубогибочный механизм ВМС-26 предназначен для гибки калачей, отводов, уток и скоб из труб с диаметром условного прохода 15 и 20 мм в холодном состоянии без применения наполнителя.
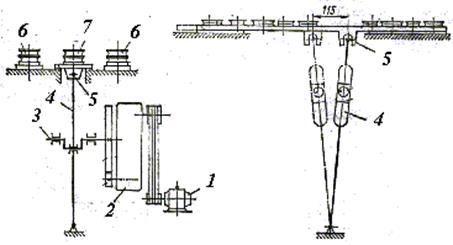
Рис. 13. Кинематическая схема многопозиционного
трубогибочного механизма
1 – электродвигатель; 2 – цилиндрический редуктор; 3 – эксцентриковый вал; 4 – кулиса;
5 – ползун; 6 – неподвижный гибочный ролик; 7 – подвижный гибочный ролик
Вращение от электродвигателя 1 через клиноременную передачу, цилиндрический редуктор 2 и цилиндрическую пару зубчатых колес передается на эксцентриковый вал 3. Вращательное движение эксцентрикового вала при помощи кулисы 4 преобразуется в возвратно-поступательное движение ползуна 5. Ползун перемещается в направляющих, выполненных на станине. На станине механизма закреплены неподвижные гибочные ролики 6, а на ползуне подвижные 7.
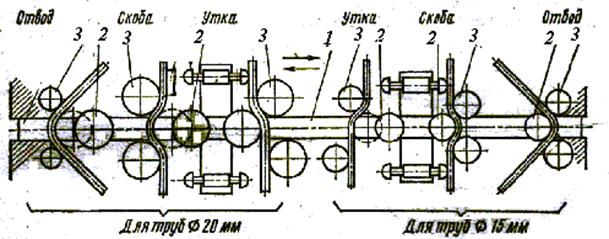
Рис. 14. Схема гибки труб на многопозиционном механизме
1 – ползун; 2 – подвижный гибочный ролик; 3 – неподвижный гибочный ролик
Станок имеет шесть позиций для гибки соответственно отводов, скоб, уток, которые получаются за один двойной ход ползуна. Заготовка – труба закладывается между роликами сверху, одним из торцев упираясь в предварительно установленный на размер упор.
Для получения гибов на трубах большого диаметра применяют различные виды оборудования и механизмов, которые производят операции:
- гибка в горячем состоянии с наполнителем;
- штамповка отводов и гибов на прессах в горячем или холодном состоянии (обработка давлением);
- протяжка отводов в горячем состоянии (калач).
- 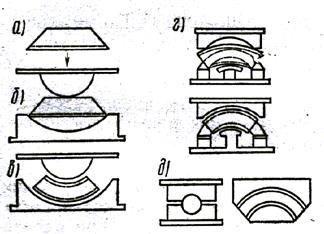
Рис. 15. Схема штамповки крутоизогнутого отвода
Горячая штамповка отводов производится последовательно на нескольких прессах с предварительным нагревом заготовок до температуры 1000 – 1100ОС. На первой операции трубы рубят под углом на отрезки (рис. 15, а). После нагрева заготовку предварительно изгибают (рис. 15, б) в виде эллипса. Затем деталь обжимают в направлении большой оси эллипса для придания ей круглой формы (рис. 15, в). Последующей операцией (рис. 15, г), изгибают деталь на полный профиль и окончательно обжимают (рис. 15, д).

Рис. 16. Схема изготовления крутоизогнутых отводов методом протяжки
Горячая протяжка отводов с диаметром условного прохода до 500 мм производится на горизонтальном гидравлическом протяжном прессе (рис. 16). Заготовки из труб несколько меньшего диаметра, чем заданные отводы, длиной, достаточной для получения двух отводов, надеваются на сердечник. Под действием замка, связанного с поршнем пресса, заготовки двигаются по сердечнику в печь со скоростью 250 – 500 мм в минуту. По мере продвижения заготовка нагревается, длина ее уменьшается, а диаметр увеличивается. При прохождении изогнутой части сердечника заготовка изгибается в форме калача. После остывания калач разрезается на два отвода.
Дата добавления: 2015-09-11; просмотров: 5416;