ИЗУЧЕНИЕ МИКРОСТРУКТУРЫ ЧУГУНОВ
Цель работы: практическое ознакомление с методикой металлографического анализа чугунов.
Приборы, материалы, инструменты:
1) набор микрошлифов;
2) микроскоп металлографический МИМ-10;
3) атлас микроструктур.
Чугунами называют железоуглеродистые сплавы, содержащие более 2,14 % углерода. По признакам структуры к чугунам относят высокоуглеродистые сплавы, содержащие эвтектику-ледебурит (рис. 11).
В соответствии с диаграммой чугуны разделяются на доэвтектические, эвтектические и заэвтектические. Структурные составляющие каждого из видов чугунов приведены на диаграмме, которая характеризует белые или передельные чугуны.
В машиностроении белые чугуны применяются редко, так как онихрупки, плохо поддаются обработке, литейные свойства их чрезвычайно низкие (большая усадка, плохая жидкотекучесть).
По содержанию углерода белый чугун соответствует заэвтектическому, поскольку не содержит структурного свободного перлита, а только ледебурит и небольшое количество цементита. Из последнего обстоятельства следует, что состав приведенного чугуна близок к эвтектическому и примерно соответствует сечению 1-1.
Остальные микрошлифы коллекции чугунов являются разновидностями серых чугунов.
Серыми называются чугуны, углерод которых полностью или частично находится в свободном состоянии в виде графита. Геометрическая форма графитовых включений может быть различной. У обычных серых чугунов она чешуйчатая, у ковких – хлопьевидная, у высокопрочных – сфероидизированная.
Условия образования различных видов графитовых включений и, следовательно, различных видов чугунов, различны.
Для образования чешуйчатой формы графитовых включений необходимо обеспечить оптимальные скорость охлаждения отливок и химический состав чугуна.
При рассмотрении диаграммы состояния системы железо–углерод мы исходили из предположения, что система двухкомпонентна, т.е. без примесей. В результате таких условий образуется белый чугун. Это дает основание утверждать, что при наличии только железа и углерода всегда образуется белый чугун.

Рис. 11. Структура белого чугуна.
В реальных технических чугунах таких “идеальных” условий нет, так как они содержат некоторое количество примесей. Примесями могут являться твердые частицы, принимающие на себя роль центров, около которых начинается рост графитовых включений или элементы-графитизаторы (рис. 12). Сильнейшим из них является кремний, действие которого тем ощутимее, чем в большем количестве он содержится и чем медленнее остывает отливка.
Таким образом, вид чугуна определяется его химическим составом и скоростью охлаждения отливки. Легко подобрать такой состав чугуна, когда при медленном охлаждении отливки образуется серый чугун, а при ускоренном – белый. Можно на одной и той же отливке получить зоны белого и серого чугунов.
 | |||
 | |||
а) б)
 |
а) б)
в)
Рис. 12. Виды графитных включений в сером чугуне
Для объяснения закономерностей образования свободного углерода можно исходить из различных положений. Самым простым является положение о распаде закристаллизовавшегося цементита по схеме:
 П (Ф+Ц)+Л2 (П (Ф+Ц)+Ц)+ЦII
П (Ф+Ц)+Л2 (П (Ф+Ц)+Ц)+ЦII
II (Fe + Cгр) I (Fe + Cгр)
Этот распад определяется условиями, о которых говорилось выше, степень же распада зависит от характера металлической основы серых чугунов. По структуре самым сложным из белых чугунов является доэвтектический.
Если представить себе условно распад цементита состоящим из двух стадий, как это показано на схеме, то в результате завершения первой стадии металлическая основа будет перлитной, в результате завершения второй – ферритной. Если же вторая стадия проходит не до конца, то металлическая основа будет перлитно-ферритной.
Из сказанного следует, что во всех трех случаях металлической основой чугунов будет сталь (эвтектоидная или доэвтектоидная). То, что металлическая основа изрезана графитовыми включениями, не имеющими механической прочности, и, следовательно, разобщена, определяет повышенную хрупкость серых чугунов. Невзирая на это, серые чугуны в машиностроении распространены достаточно широко.
Этому обстоятельству способствует ряд факторов:
1. Экономические соображения. Получать отливки сложной конфигурации из чугуна можно на простом оборудовании.
2. Хорошие литейные свойства серого чугуна (малая литейная усадка и достаточная жидкотекучесть при сравнительно невысокой температуре плавления).
3. Детали из серого чугуна, именно из-за их изрезанности графитовыми включениями, обладают способностью поглощать вибрации.
4. Серый чугун является антифрикационным материалом, в силу чего из него изготавливают подвижные сопряжения.
Антифрикационность серого чугуна объясняется включениями графита, выполняющими роль смазки и хорошо удерживающими масло, вводимое в сопряжение. В коллекции имеются микрошлифы серых чугунов с чешуйчатым графитом. Металлическая основа одного из них – перлитная, другого – ферритная. Микрошлифы отличаются очень мелкими чешуйками графита. Такой чугун называется модифицированным. Он отличается повышенными механическими свойствами. Получают его введением в ковш с расплавленным чугуном (перед разливкой), порошка ферросилия.
Ковкие чугуны – одна из разновидностей серых чугунов. Его нельзя получить отливкой. В этом отношении он является искусственным чугуном. Сначала получают отливки из белого чугуна специального состава, а затем подвергают их графитизирующему отжигу. Химический состав отливок обычно следующий: 2,4-2,8 % углерода, 0,8-1,4 % кремния, не более 1,0 %марганца. Содержание примесей серы и фосфора не должно превышать соответственно 0,1 и 0,2 %.
При выборе состава исходят из того, что большее содержание углерода и кремния вызвало бы образование в процессе отжига очень крупных скоплений хлопьевидного графита, резко снизив механические свойства. Содержание марганца, как карбидообразующего элемента, ограничивается 1,0 %, что практически соответствует содержанию этого элемента в углеродистой стали. Чугун такого состава не удается получить в вагранках, а только в специальных печах, что существенно повышает его стоимость. Однако наибольший удельный вес стоимости ковких чугунов приходится на долю графитизирующего отжига.
Применительно к ковкому не имеет смысла говорить о чугуне вообще, а только об определенных деталях из ковкого чугуна. Такое ограничение вызвано тем, что однородная структура ковких чугунов возможна только на тонкостенных отливках (до 20 мм). Название "ковкий" нельзя понимать буквально. Ни один из видов чугунов не куется.
Из ковкого чугуна изготавливают многие детали в машиностроении, строительстве и сантехнике. Например, кожухи дифференциалов и чулки заднего моста автомобилей, направляющие аппараты режущих механизмов комбайнов, тройники и соединительные муфты труб парового отопления и многие другие детали.
Металлическая основа ковких чугунов такая же, как у серых чугунов, – перлитная, ферритная и перлитно-ферритная. Определяется она условиями и режимом отжига (рис.13).
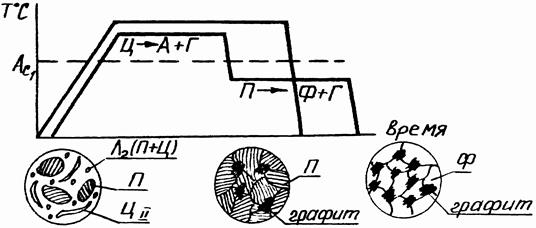
Рис. 13. Схема отжига ковких чугунов.
В соответствии со схемой процесс отжига может иметь один или два варианта. По первому варианту в результате выдержки при температуре 930-9700 С происходит графитизация структурно-свободного цементита (вторичного). Если после оптимальной выдержки при этой температуре произвести ускоренное охлаждение отливки, то, наряду с образовавшимися хлопьями графита, в результате аустенитно-перлитного превращения на линии Ас1 в структуре будет содержаться перлит, т.е. образуется ковкий чугун на перлитной основе. Если же осуществить и вторую стадию графитизации, т.е. дать выдержку при температуре, лежащей несколько ниже линии Ас1,то графитизируется и цементит перлита. В результате металлическая основа ковкого чугуна будет ферритной. Если же вторая стадия графитизации проходит не до конца и часть перлита сохраняется, то металлическая основа ковкого чугуна будет перлитно-ферритной.
Графитизирующий отжиг – операция очень длительная. Она продолжается около 70-80 часов. Разработаны ускоренные и сверхускоренные способы отжига, их продолжительность – 10-15 часов. Достигается это подбором состава чугуна, предназначенного для отливок, подлежащих графитизирующему отжигу, и режимом термической обработки. Заключаетсяонв том, что перед графитизирующимотжигом производят закалку деталей. В результате закалки образуется множество концентраторов напряжений, около которых, при последующем отжиге образуются колонии хлопьевидного графита. Существенным недостатком этого способа, впервые осуществленного на Московском заводе малолитражных автомобилей, является значительный процент брака из-за закалочных трещин фасонных отливок.
Структураковкого чугуна полученного сверхускоренным отжигом, отличается мелкозернистостью, как металлической основы, так и хлопьев графита. Естественным следствием этого будут более высокими механические свойства.
Дата добавления: 2015-09-11; просмотров: 3929;