Многопредметные поточные линии. На многопредметных поточных линиях осуществляется поочередное или смешанное изготовление нескольких типоразмеров изделий
На многопредметных поточных линиях осуществляется поочередное или смешанное изготовление нескольких типоразмеров изделий. В первом случае изделия изготавливаются партиями, поэтому существенным признаком является наличие или отсутствие переналадки оборудования при смене на линии партии деталей (заготовок). По этому признаку различают переменно-поточные (последовательно-партионные) и групповые многопредметные потоки.
Многопредметной поточной линией с последовательно-партионным чередованием предметов, или переменно-поточной, называется линия, на которой обрабатываются или собираются изделия различных наименований (типоразмеров) последовательно чередующимися во времени партиями, сменяющимися по всем операциям одновременно или за сравнительно короткий отрезок времени.
Планировка поточных линий
Основой для расчёта являются:
1. Технология производства.
2. Программа выпуска изделий.
Рассмотрим вначале расчет однопредметной непрерывно поточной линии
Порядок расчёта:
1. Рассчитывается такт поточной линии (самый главный параметр).
Такт поточной линии - промежуток времени между выпуском двух смежных изделий с поточной линии или с каждой операции.
Для простоты предположим что транспортная партия равна 1 (p=1 шт).
- такт поточной линии,  или
или  .
.
где, Тэф- эффективный фонд времени работы поточной линии.
 ,
,  .
.
где, Тсм - длительность смены, мин;
Трег - длительность регламентных перерывов в течении смены, мин; nсм - число смен в сутки;
Крем – коэффициент потерь рабочего времени на ремонт и профилактику линии (Крем  0 только для непрерывного режима работы производства);
0 только для непрерывного режима работы производства);
Qвып - программа выпуска изделий, шт/сутки.
 ,
,
где, Qзап - программа запуска изделий, шт/сутки;
a - % технологических потерь.
В некоторых производствах технологические потери не планируются (сборочное производство)
2. Синхронизация операций.
Она означает формирование определённых операций технологического процесса, удовлетворяющих условию синхронизации, который позволяет обеспечивать абсолютную непрерывность в обработке изделий, работе оборудования и рабочих.
- условие синхронизации.
где, ti- норма времени на i-й операции технологического
процесса,мин/шт;
Ci- число рабочих мест на i-операции.
Синхронизация операций практически выполняется в два этапа:
1. Предварительная (грубая) синхронизация, осуществляется на этапе проектирования. При этом допускается отклонение от такта на ± 10-12%.
2. Точная синхронизация, осуществляется в производственных условиях при отладке линии.
Рассмотрим пример предварительной синхронизации операций:
Пусть квалификации исполнителей и средства труда одинаковы для всех операций.
Переход - неделимая часть операции.
Таблица 17
Предварительная синхронизация процесса при такте 4 мин/шт.
| сх | |||||||||
| Переходы | I | II | III | IV | V | VI | VII | VIII | IX |
| Продолжительность переходов, мин/шт | 2,1 | 2,2 | 1,5 | 2,6 | 1,8 | 3,2 | 3,2 | 1,9 | |
| Проектируемые операции | |||||||||
| Продолжительность новых операций, мин/шт | 4.3 | 4.1 | 8.2 | 3.9 |
3. Определение числа рабочих мест на поточной линии и степени их загрузки.
- расчётное число рабочих мест на i-й операции.
 -принятое число рабочих мест - округлённое до ближайшего целого
-принятое число рабочих мест - округлённое до ближайшего целого 
- число рабочих мест и рабочих на всей линии
- коэффициент загрузки рабочего места,его диапозон 88-112%.
По всей проектируемой линии может быть рассчитан средний коэффициент загрузки по формуле:
4. Выбор и расчет транспортных средств
В поточном производстве используются различные виды транспортных средств:
1. Безприводные.
2. Приводные:
непрерывного действия.
периодического действия.
Самым распространённым видом транспорта являются конвейеры, которые делятся на две разновидности:
а) Распределительные;
б) Рабочие.
Распределительные конвейеры осуществляют в основном две функции:
1) транспортировку продукции,
2) регламентирование ритма.
Распределительный конвейер используется при изготовлении небольших изделий, которые рабочий может снимать с несущей части конвейера и обрабатывать на специальном рабочем месте.
Рабочие конвейеры осуществляют кроме вышеназванных функций распределительных конвейеров также функцию рабочего стола при обработке изделия. Используется для крупных изделий, которые стационарно закрепляются на конвейере.
Конвейеры могут быть: непрерывного действия с постоянной скоростью и переменной скоростью, изменяющейся в течении смены.
Конвейеры периодического действия - пульсирующие.
Для непрерывных конвейеров скорость движения конвейера:
 ,
, 

где, l0- шаг конвейера - расстояние между смежными изделиями или смежными рабочими местами.
Если транспортная партия р 1:
Для пульсирующего конвейера транспортировка осуществляется, когда изделия не обрабатываются:
где, tтр- время транспортировки.
По конвейерам рассчитываются рабочая зона каждой операции и рабочая зона всего конвейера в целом.
Выполняется планировка поточной линии и рассчитывается занимаемая площадь.
Для распределительного конвейера выполняется так называемая разметка, которая показывает конкретному рабочему какие изделия ему нужно брать с несущей части конвейера.
5. Расчет длительности технологического цикла на поточной линии
 , ч
, ч
где,  - резервная зона на i-операции, м
- резервная зона на i-операции, м
Резервные зоны создаются только на рабочих конвейерах, причём на тех операциях, на которых возможны отклонения от такта работы.
При построении графика движения на поточной линии необходимо учесть следующее:
а) смежные рабочие места на одной операции обработки изделия сдвинуты друг относительно друга на такт.
б) если на отдельных операциях коэффициент загрузки в пределах 88%-120%, этим пренебрегают.
Расчет однопредметной прерывно-поточной линии.
Если хотя бы на одной из операций технологического процесса не выполняется условие синхронизации операций, необходимо организовывать прерывно-поточную линию.
Порядок расчёта прерывно-поточной линии:
1. Расчёт такта прерывно-поточной линии осуществляется как и в непрерывно-поточной.
2. Расчёт числа рабочих мест и рабочих на линии.
Пример: Пусть при такте  имеются две смежные операции.
имеются две смежные операции.
Таблица 18
Расчет числа рабочих мест и рабочих
| Номер операции | ||
| Норма времени ti,мин/шт. | 5,2 | 2,8 |
| Расчётное число рабочих мест Срасi | 
| 
|
| Принятое число рабочих мест (округляется в большую сторону)Спрi | ||
| Загрузка рабочего места % | ||
| Число рабочих | ||
| Порядковый номер рабочего | I II | II |
3. Выбор ритма работы поточной линии и построение графика её работы.
Ритм работы линии - промежуток времени, в течение которого на поточной линии, на каждой операции должно обрабатываться одинаковое количество изделий. Он определяется исходя из условий:
- Требуемой ритмичности снабжения последовательных участков производства продукцией поточной линии.
- Ритм желательно уменьшать, при этом уменьшается величина незавершенного производства.
- Ритм желательно увеличивать, особенно если в течении этого периода рабочий несколько раз переходит с одной операции на другую.
4 Расчёт максимальной величины межоперационного задела и построение эпюры задела
Tn1, Tn2 - параметры ритма линии, время, которое характеризуется постоянной (неизменяемой) работой рабочих (оборудования) на смежных несинхронных операциях.
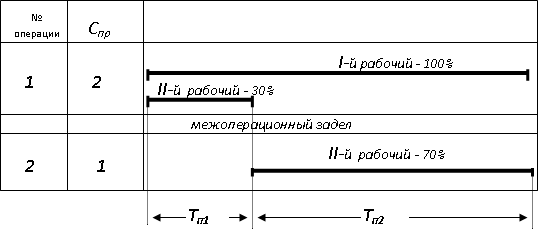
Рис. 33 График-регламент работы линии.
Максимальная величина задела рассчитывается для каждого Tn:
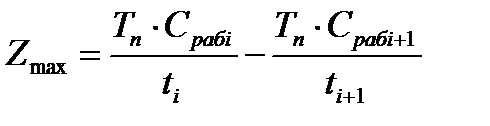 ; шт
; шт
 +14 шт;
+14 шт;
 -14 шт
-14 шт
Если  , то в течении рассматриваемого времени задел увеличивается на данную величину. Если
, то в течении рассматриваемого времени задел увеличивается на данную величину. Если  , то задел уменьшается.
, то задел уменьшается.
Предпосылки и эффективность поточного производства
Основные проблемы поточного производства:
1. Невозможность загрузить поточную линию достаточным объёмом работы.
2. При недостаточной механизации и автоматизации труда, труд на поточной линии характеризуется монотонностью, значительной интенсивностью и текучестью кадров.
3. Значительные капитальные вложения для организации поточного производства.
4. Недостаточно высокая надёжность применяемого оборудования.
5. Частая смена видов выпускаемой продукции, что связанно с научно-техническим прогрессом.
Специфичные пути решения проблем поточного производства:
1. Совершенствование организации труда рабочих на поточной линии:
1) укрупнение операций, которые выполняет один рабочий.
2) введение рационально обоснованных перерывов в течении рабочей смены с использованием специальных условий для отдыха.
3) использование функциональной музыки во время проведения работ.
4) применение повышенных тарифных ставок.
2. Автоматизация производства и её разновидность на основе автоматических поточных линий с роботами и робототехническими комплексами, на основе роторных и роторно-конвейерных линий. Это возможно для массовых и крупно серийных производств.
В условиях серийного производства необходимо создавать гибкие автоматизированные линии (ГАЛ). Гибкие производства предполагают автоматизацию не только производственного процесса, но и процесса подготовки производства.
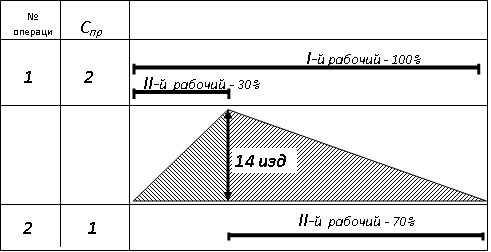
Рис. 34 – Эпюра межоперационного задела.
Дата добавления: 2015-11-20; просмотров: 1850;