Печи периодическогодействия
Электрические нагревательные колодцы применяют для нагрева слитков качественной стали перед прокаткой. Колодцы выполняют как печи сопротивления косвенного действия с криптоловыми нагревательными элементами, в качестве которых используют карборундовые желоба, засыпанные прокаленным нефтяным коксом с размером кусков 15 – 50 мм. Удельная мощность такого нагревателя, отнесенная к единице его теплоотдающей поверхности, достигает 100 кВт/м2, а максимальная рабочая температура равна 1500°С. Поскольку электрическое сопротивление кокса зависит от температуры, то питание электрических колодцев осуществляется через трансформаторы с регулированием вторичного напряжения.
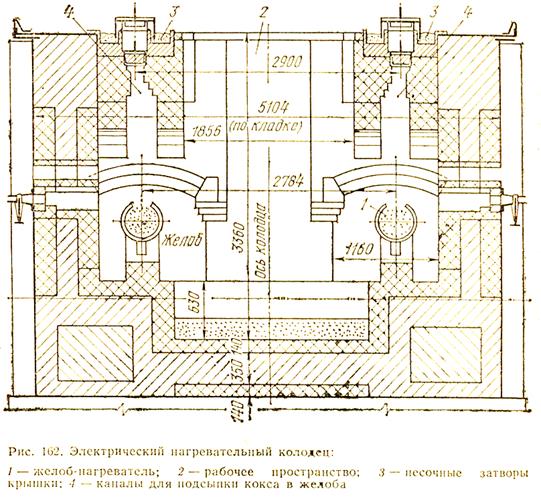
На рис. 162 показано устройство рабочей камеры электрического нагревательного колодца. Главное преимущество электрических нагревательных колодцев перед топливными — это небольшой угар металла, не превышающий 0,3%, благодаря отсутствию окислительной атмосферы в рабочей камере. Кислород воздуха, просачивающегося в колодцы через неизбежные неплотности крышки, взаимодействует с раскаленным коксом, образуя оксид углерода и создавая тем самым газовую среду, защищающую сталь от окисления. Вследствие этого кокс в желобах постепенно выгорает и над желобами предусматриваются специальные отверстия для периодической подсыпки кокса. Расход кокса составляет 0,25 – 0,5 кг/т слитков.
Отсутствие потерь тепла с уходящими газами резко повышает тепловой к.п.д. электрических нагревательных колодцев по сравнению с топливными. Поэтому футеровку и тепловую изоляцию их рабочих камер выполняют гораздо более толстой, чем у топливных колодцев, с тем, чтобы сократить потери тепла через стенки.
В электрических нагревательных колодцах осуществляют нагрев слитков массой 3 – 18 т при общей садке 20 – 160 т в зависимости от размеров рабочей камеры. Удельный расход электроэнергии на нагрев металла зависит от температуры загружаемых слитков. Так, при подогреве слитков 5,5 т с начальной температурой 650°С до температуры прокатки удельный расход тепла составляет около 300 кДж/кг (0,08 кВт×ч/кг), а с температурой 750°С — около 75 кДж/кг (0,02 кВт×ч/кг). Потребление энергии при нагреве холодных слитков возрастает до 1300 кДж/кг (0,36 кВт×ч/кг). Поэтому электрические нагревательные колодцы наиболее эффективны для подогрева слитков горячего посада, поскольку в этом случае резко снижается расход электроэнергии — главный фактор, ограничивающий применение этих колодцев.
Сравнительный анализ стоимости нагрева слитков горячего посада в электрических колодцах и топливных колодцах с одной и двумя верхними горелками показал, что расходы на нагрев получаются сопоставимыми. Если учесть экономию металла, получаемую при снижении окалинообразования, то электронагрев слитков горячего посада оказывается экономически целесообразным и для рядовой стали. Однако, поскольку расход электроэнергии резко возрастает при снижении температуры посада слитков, применение электрических нагревательных колодцев неэкономично по сравнению с топливными для рядовых слитков холодного посада и может быть оправдано только в случае нагрева очень дорогого металла, потери которого с окалиной и брак по нагреву должны быть сведены к минимуму.
Печи с выдвижным подом, используемые обычно для нагрева слитков и крупных изделий под термическую обработку, состоят из стационарной камеры нагрева, выдвижного пода и механизма перемещения пода. Нагреваемые слитки загружают на выдвинутый из печи под, представляющий собой футерованную платформу, с помощью крана. После загрузки под вдвигают внутрь рабочей камеры на время очередного цикла нагрева. Конструктивно эти печи мало отличаются от топливных печей с выдвижным подом, описанных в § 5, гл. VIII. Различие заключается лишь в том, что вместо горелок или форсунок на стенках и на своде стационарной камеры нагрева установлены металлические нагревательные элементы сопротивления. Нагреватели устанавливаются также и в выдвижном поду, что способствует боле высокой равномерности нагрева металла. Температура нагрева металла в этих печах составляет от 500 до 900°С, садка достигает 60 т при мощности до 3600 кВт. В печах с рабочей температурой 700 – 800°С предусматриваются сводовые циркуляционные вентиляторы, обеспечивающие интенсификацию конвективного теплообмена в рабочей камере и повышение равномерности нагрева всей садки. В печах с рабочей температурой 1000 – 1200°С такие вентиляторы не устанавливают, а равномерность нагрева металла обеспечивается за счет правильного распределения мощности отдельных групп нагревателей, тепло от которых передается к поверхности металла преимущественно излучением.
Существенной особенностью электрических печей с выдвижным подом является более толстый слой тепловой изоляции на стенках и своде рабочей камеры, чем у топливных. Это обусловлено стремлением снизить потери тепла исходя из того, что затраты на генерацию того же количества тепла в электрических печах значительно выше, чем в топливных.
Колпаковые печи (аналогичные по принципу работы колпаковым топливным печам, описанным в гл. VIII, §5), получили распространение для высокотемпературного отжига электротехнической стали, осуществляемого обычно в водородной атмосфере. Металл в этих печах нагревается в виде либо стоп, либо рулонов. Печь для отжига листовой электротехнической стали в стопах показана на рис. 163. Она имеет следующие конструктивные элементы: стенд, на который загружаются стопы нагреваемого листового металла, закрываемый затем муфелем из жароупорной стали (под который вводится специальная атмосфера), и футерованный колпак прямоугольной формы с установленными на его внутренних стенках электрическими нагревателями сопротивления. После завершения нагрева и выдержки по заданному режиму колпак поднимают и переносят на другой стенд с подготовленной на нем садкой, а нагретый металл на первом стенде остывает под муфелем в атмосфере, предотвращающей его окисление и обезуглероживание. С учетом соотношения времени нагрева и выдержки ко времени остывания на один колпак приходится обычно два или три стенда. При этом (как во всех колпаковых печах) в каждом цикле отжига теряется лишь тепло, аккумулированное кладкой стенда, а тепло, поглощенное футеровкой колпака, сохраняется почти без потерь, так как при переносе колпака со стенда на стенд средняя по массе кладки температура не успевает существенно снизиться. Благодаря этому обеспечивается экономия энергии и снижается ее удельный расход, составляющий 1220 – 1400 кДж/кг (0,34 – 0,39 кВт×ч/кг).
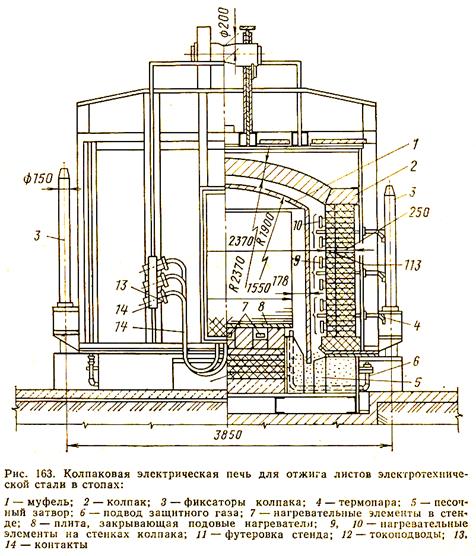
В отличие от топливных колпаковых печей для отжига автолиста, в печи, показанной на рис. 163, не осуществляется принудительная циркуляция газа, так как пока не разработана конструкция вентилятора, надежно работающего при температурах порядка 1160°С. Поэтому отжиг металла, загружаемого на стенд в виде стоп, протекает значительно дольше. Поскольку между листами, сложенными в стопу, находятся газовые прослойки, которые снижают теплопроводность садки в поперечном направлении в 30 – 40 раз по сравнению с теплопроводностью стали, то тепло к стопе следует подводить с боков. Исходя из этого, главные нагревательные элементы сопротивления расположены на стенках колпака, а вспомогательные — в поду стенда для предотвращения отвода тепла через кладку стенда и недогрева низа садки. Так же, как и в колпаковых печах для отжига автолиста, здесь для герметизации подмуфельного пространства используется песочный затвор.
При габаритах садки 1,5´2´6 м и ее массе до 100 т мощность печи составляет 570 кВт, а рабочая температура достигает 1200°С.
Для отжига электротехнической стали в рулонах используются колпаковые электрические печи типа СГВ 16.20 и СГВ 20.12,5. Эти печи отличаются тем, что нагревательные элементы сопротивления установлены только на стенках колпака, а стенд выполнен с массивной футеровкой, но не обогреваемым. Муфель в этих печах не предусмотрен. В печи СГВ 16.20 на стенде размещают 6 рулонов массой до 7,5 т каждый в два ряда. Рулоны верхнего ряда устанавливаются на специальных подставках из хромоникелевой жаропрочной стали. В печи СГВ 10.12,5 на стенде устанавливают 4 рулона массой 11 т каждый в один ряд.
Печи СГВ 16.20 и СГВ 20.12,5 могут работать под вакуумом, с азотной и водородной атмосферой. Для уплотнения рабочего пространства предусмотрен двойной песочный затвор и вакуумное уплотнение из резиновой полосы, размещенной в водоохлаждаемой канавке по периферии стенда. Кожух колпака выполняется сварным, что обеспечивает его газоплотность.
Нагревательные колпаки имеют прямоугольную форму. Футеровка стенда и колпаков выполняется из легковесного высокоглиноземистого кирпича. На стенках колпака установлены зигзагообразные нагревательные элементы из проволоки, разделенные на три зоны по высоте стен. Нижние зоны имеют мощность по 250 – 275 кВт, верхняя — 150 кВт.
Производительность печей СГВ 16.20 и СГВ 20.12,5 (по стенду) составляет 200 – 250 кг/ч, а удельный расход электроэнергии 2750 кДж/кг (0,75 кВт×ч/кг).
Дата добавления: 2015-11-10; просмотров: 2533;