Гравирование
Слово «гравюра» происходит от французского глагола graver, что означает «вырезать на чем-либо». Принцип гравирования заключается в механическом вырезании штрихов на том или ином материале с помощью специальных резцов – штихелей и игл.
Термин «художественное гравирование» охватывает несколько видов творческой деятельности художников. Мы рассмотрим лишь работы по металлу, связанные с прикладным искусством (украшения, бытовые изделия, сувениры, надписи, монограммы).
Рис. 9. 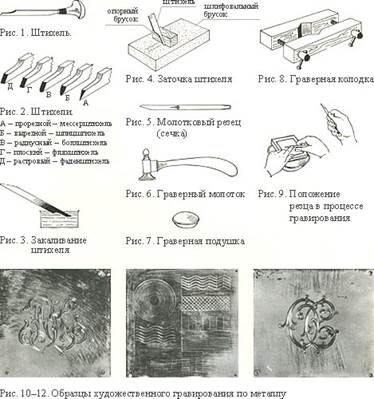
В технологии художественного граверного мастерства различают плоскостное гравирование (двухмерное), при котором обрабатывается только поверхность, и обронное гравирование (трехмерное), при котором резцом создается рельеф или даже объемная скульптура из металла.
Обронное гравирование, в свою очередь, подразделяют на выпуклое (позитивное), когда рисунок или рельеф выше фона, и углубленное, когда рисунок ниже фона, т. е. вырезается с поверхности.
Гравирование бывает ручным и механизированным. Ювелиры после предварительной обработки изделий напильником или шабером производят окончательную отделку изделий штихелем — граверным стальным резцом длиной 120 мм, вставленным в деревянную ручку специальной формы (рис. 9).
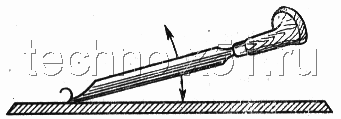
Штихели различают по форме клина и его поперечного сечения. Режущая поверхность штихеля имеет типичную форму клина, снимающего стружку с поверхности металла поступательным движением (рис. 10). Отечественная промышленность выпускает следующие виды штихелей: прорезной, вырезной, радиусный, плоский, растровый и т. д.
|
| Рис. 10. Движения, совершаемые штихелем в процессе работы |
Прорезной штихель (мессерштихель) в поперечном сечении имеет клиновидную форму с острой, слегка закругленной режущей кромкой. Радиус закругления 0,1—0,2 мм. Этот вид штихелей имеет шесть размеров и применяется для вырезания волосяных линий большой глубины.
Вырезной штихель (шпицштихель) отличается от прорезного тем, что боковые стенки в поперечном сечении имеют небольшую выпуклость. Этот штихель наиболее распространен: он имеет 20 различных размеров.
 Радиусный штихель (больштихель) имеет в сечении, клиновидную форму. Режущая кромка выполнена с радиусом от 0,3 до 1,5 мм. Используется для шрифтовых надписей и чистовой обработки поверхности изделий. Больштихель имеет 20 размеров.
Радиусный штихель (больштихель) имеет в сечении, клиновидную форму. Режущая кромка выполнена с радиусом от 0,3 до 1,5 мм. Используется для шрифтовых надписей и чистовой обработки поверхности изделий. Больштихель имеет 20 размеров.
Плоский штихель (флахштихель) имеет плоскую режущую кромку шириной от 0,2 до 3 мм. Применяется для получения широких плоских углублений, а также для чистой обработки ювелирных изделий. Имеет 20 размеров.
Растровый штихель (рунд) имеет плоскую режущую кромку с несколькими зубьями, вследствие чего на поверхности можно сразу получить несколько параллельных углублений. Шаг зубьев от 0,1 до 0,3 мм. Имеет семь размеров.
Изготовляют штихели вручную из инструментальных сталей марок У12 и ХВГ. Кроме этих сталей, можно использовать и шарикоподшипниковые стали.
Большое значение имеет правильная заточка штихеля . При затачивании локоть руки надо держать на весу неподвижно, а кисть руки направлять к себе и обратно, плотно прижимая резец к шлифовальному камню, чтобы плоскость резца затачивалась ровно под углом 45o; таким образом, заточенный резец будет резать металл легко и на нужную глубину. Если угол заточки меньше 45o, то при гравировании резец будет перемещаться рывками («прыгать»), а при большем угле заточки — скользить по металлу. Рабочая поверхность резца должна быть отшлифована.
При гравировании плоских изделий (плоскостном гравировании) применяют специальную гравировальную подушечку, которая изготовляется следующим образом. Из кожи толщиной 3—4 мм вырезают два круга диаметром 180—200 мм и сшивают их дратвой, отступив от края на 5 мм. При этом круг пришивают не полностью — 30—50 мм от поверхности должны остаться непрошитыми. В непрошитое отверстие насыпают сухой песок и отверстие зашивают.
При обработке детали часто закрепляют в граверную колодку, имеющую высоту 110—120 мм и наружный диаметр 75—80 мм. Колодку и зажимный винт изготовляют из стали. Такая колодка позволяет быстро и точно производить.гравировальные работы.
При обронном гравировании, как правило, с поверхности снимается большая масса металла. Поэтому кроме штихелей применяют гравировальные зубила, так как рубить металл значительно легче и быстрее, чем резать его штихелем.
Гравировальные зубила представляют собой стальные стержни толщиной 6—10 и длиной 120—150 мм. Рабочий конец их должен иметь форму того или иного штихеля. В соответствии с этим различают флахзубило и бользубило.
Кроме штихелей и зубил при обронном гравировании применяют керны (для разметки поверхности), сечки (плоские зубила различной ширины с заточкой на одну сторону), чеканы (стальные стержни для выравнивания фона и набивки фактуры).
Граверные чеканы более массивны, чем чеканы для чеканочных работ, так как работают ими в основном по стальным заготовкам при отделке штампов и пуансонов.
Материалом пуансонов обыкновенно является инструментальная сталь. Разновидностью пуансонов являются зеки — пуансоны, изготовленные в форме букв, на рабочей поверхности которых имеются выпуклые места, что даст на листовых заготовках буквы с вогнутой поверхностью. При ударе по зеке молоточком металл под ней оседает. После этого требуется выгравировать лишь наружные очертания буквы. Маточники отличаются тем, что на их рабочем торце гравируются не цифры или буквы, а части рельефа или элементы орнамента. При обронном гравировании заготовка так же, как и при плоскостном гравировании, устанавливается на граверной колодке.
Изделия из драгоценных металлов гравируют, как правило только вручную.
Однако для облегчения и ускорения работ при гравировании изделий из сталей (матриц, пуансонов) предварительную обточку наружных поверхностей заготовок, сверление отверстий, снятие фасок, грубое фрезерование углублений и т. п. производят на токарных, фрезерных, сверлильных, шлифовальных и других станках. Часто применяют также бормашину, позволяющую производить грубую выборку металла в матрицах и пуансонах, а также шлифовать плоские кривые поверхности. В массовом производстве граверных изделий применяют гильоширные, гравировально-копировальные, рельефно-копировальные и другие машины.
Гильоширная машина позволяет быстро вычертить на поверхности изделий тончайшие, сложно сплетенные сетки из тонких кривых линий. Гравировально-копировальная машина при помощи специального шаблона резцом производит не только плоскостное гравирование, но и гравирование изделий на необходимую глубину. Более сложной копировальной машиной является пантограф, гравирующий алмазным резцом. Эта машина снабжена специальным приспособлением, при помощи которого можно пропорционально уменьшать рисунок на изделиях. Применение пантографа позволяет воспроизводить фигурные и портретные композиции в уменьшенном размере,. используя в качестве шаблона крупные авторские оригиналы.. Рельефно-гравировальная машина со специальным устройством для преобразования вертикального движения в горизонтальное позволяет при помощи алмазного резца получать плоское светотеневое графическое изображение на металле.
Дата добавления: 2015-08-21; просмотров: 3617;