Основные отклонения и поля допусков резьбы.
Для образования посадок с зазором резьбовых соединений ГОСТ 16093−2004 предусматривает для наружной резьбы пять основных отклонений, которые условно обозначаются строчными буквами латинского алфавита d, e, f, g, h;
для внутренней резьбы четыре основных отклонения, которые условно обозначаются прописными буквами латинского алфавита E, F, G, H.
Основные отклонения отсчитывают от номинального профиля резьбы «в тело» в направлении, перпендикулярном оси резьбы. Это значит, что основным отклонением для наружной резьбы является верхнее отклонение es, для внутренней резьбы — нижнее отклонение EI.
Установленная величина основного отклонения соблюдается единой по всему периметру профиля, распространяясь и на диаметры d1 и D (Рис 1.5.5, 1.5.6).
Второе предельное отклонение для диаметров d2, D, D2, D1 находят по основному отклонению и допуску принятой степени точности.
Допуск и основное отклонение образуют поле допуска диаметра резьбы, поэтому его условное обозначение состоит из цифры — принятой степени точности и буквы — условного обозначения основного отклонения, например 6e, 5H, что отличает поля допусков диаметров резьбы от полей допусков размеров гладких соединений.
Для резьбовых деталей с разной точность по диаметрам в обозначении резьбы сначала указывают поле допуска для среднего диаметра d2 (D2), затем для наружной резьбы (болта) — поле допуска наружного диаметра d и для внутренней резьбы (гайки) — поле допуска внутреннего диаметра D1, например, 5g 6g, 4H 5H.
Поля допусков наружной и внутренней резьбы, указанные в таблице 1.5.2, являются ограничительными для всей совокупности полей допусков, которые могут быть получены различным сочетанием степени точности и основных отклонений.
Таблица 1.5.2
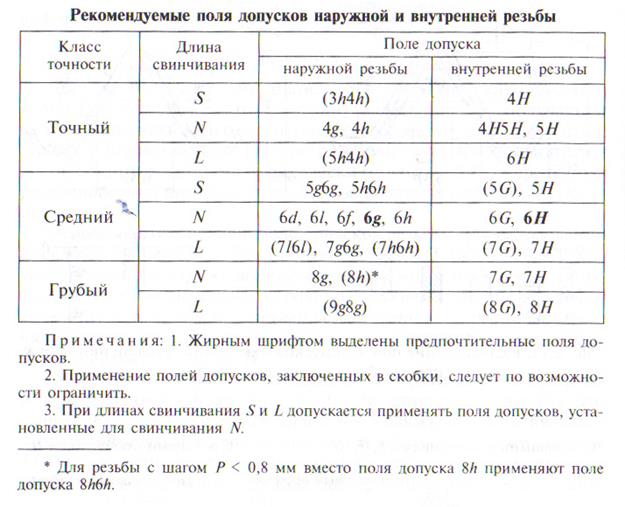
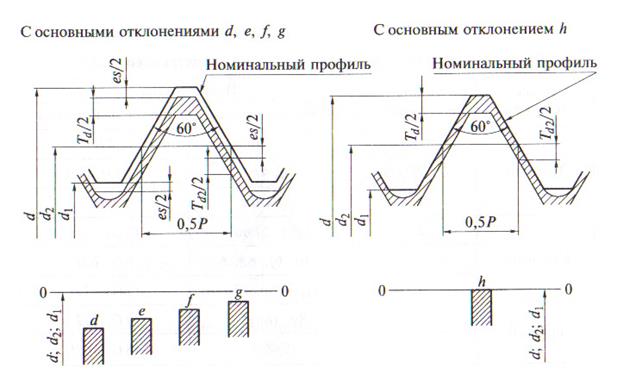
Рис. 1.5.5 — Расположение полей допусков и основных отклонений наружной резьбы в посадках с зазором
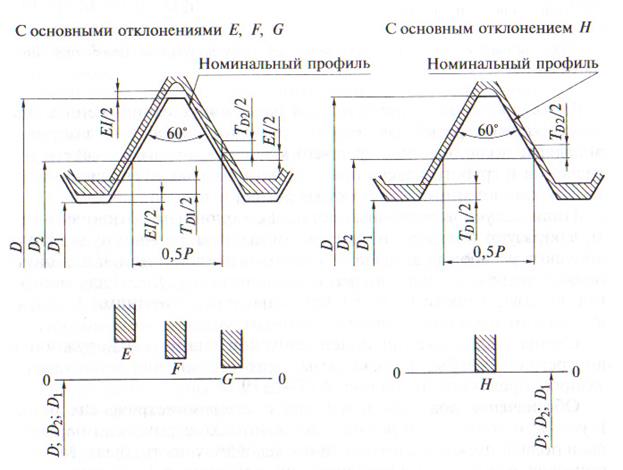
Рис. 1.5.6 — Расположение полей допусков и основных отклонений для внутренней резьбы в посадках с зазором
Поля допусков точного класса рекомендуется применять для ответственных резьб, где требуются малые колебания зазоров в посадках.
Поля допусков среднего класса рекомендуется применять в резьбах общего назначения.
Поля допусков грубого класса рекомендуется применять при получении резьб на горячекатаных заготовках, в длинных глухих отверстиях и т. д.
Поля допусков резьбовых деталей с основными отклонениями H, h образуют посадку с наименьшим зазором, равным нулю.
Поля допусков резьбовых деталей с основным отклонением H для внутренней резьбы и с основными отклонениями g, f, e, d для наружной резьбы , а также G, E, А с основными отклонениями h, g, f, e, d образуют посадки с гарантированным зазором.
Схемы расположения полей допусков диаметров наружной и внутренней резьбы, а также резьбового соединения в посадках с зазором представлены на рис. 1.5.5, 1.5.6 и 1.5.7.
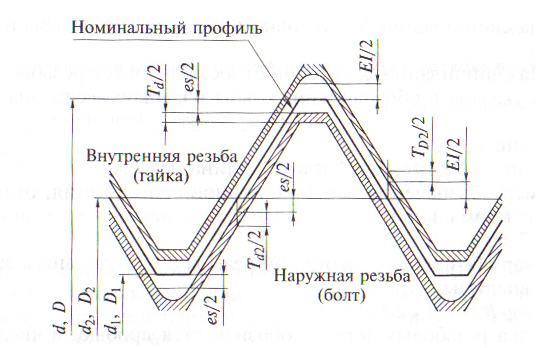
Рис 1.5.7 — Расположение полей допусков резьбового соединения в посадках с зазором
Дата добавления: 2015-08-21; просмотров: 3771;