В песчаных формах
Для изготовления отливок служит литейная форма, которая представляет собой систему элементов, образующих рабочую полость, при заливке которой расплавленным металлом формируется отливка.
Литейные формы изготовляют как из неметаллических материалов (песчаные формы, формы изготовляемые по выплавляемым моделям, оболочковые формы) для одноразового использования, так и из металлов (кокили, изложницы для центробежного литья) для многократного использования.
Литье в песчаные формы является самым распространенным способом изготовления отливок. Изготавливают отливки из чугуна, стали, цветных металлов от нескольких грамм до сотен тонн, с толщиной стенки от 3…5 до 1000 мм и длиной до 10000 мм.
Схема технологического процесса изготовления отливок в песчаных формах представлена на рис. 1.
Рис. 1. Схема технологического процесса изготовления отливок в песчаных формах
Сущность литья в песчаные формы заключается в получении отливок из расплавленного металла, затвердевшего в формах, которые изготовлены из формовочных смесей путем уплотнения с использованием модельного комплекта.
Литейная форма для получения отливок в песчаных формах представлена на рис.2.
Литейная форма обычно состоит из верхней и нижней полуформ, которые изготавливаются в опоках 1 – приспособлениях для удержания формовочной смеси. Полуформы ориентируют с помощью штырей 7.
Для образования полостей отверстий или иных сложных контуров в формы устанавливают литейные стержни 3, которые фиксируют посредством выступов, входящих в соответствующие впадины формы (знаки).
Литейную форму заливают расплавленным металлом через литниковую систему.
Литниковая система – совокупность каналов и резервуаров, по которым расплав поступает из разливочного ковша в полость формы. Основными элементами литниковой системы являются: литниковая чаша 3, которая служит для приема расплавленного металла и подачи его в форму; стояк 2 – вертикальный или наклонный канал для подачи металла из литниковой чаши в рабочую полость или к другим элементам; шлакоуловитель 5, с помощью которого удерживается шлак и другие неметаллические примеси; питатель 6 – один или несколько, через которые расплавленный металл подводится в полость литейной формы.
Для вывода газов, контроля заполнения формы расплавленным металлом и питания отливки при ее затвердевании служат прибыли или выпор 4. Для вывода газов предназначены и вентиляционные каналы 11.
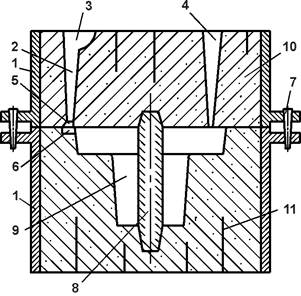
Рис. 2. Эскиз формы в сборе:
1 – опоки; 2 – стояк; 3 – литниковая чаша; 4 – выпор; 5 – шлакоуловитель; 6 – питатель; 7 – штырь; 8 – стержень; 9 – полость формы;
10 – формовочная смесь; 11 – вентиляционные каналы
Дата добавления: 2015-08-14; просмотров: 851;