Правка металла
Правка– это операция по выпрямлению изогнутого или покоробленного металла, который можно подвергать только пластичные материалы: алюминий, сталь, медь, латунь, титан.
Различают два вида правки металла: правка в холодном состоянии и в горячем. Правку осуществляют
 на специальных правильных плитах, которые изготавливают из чугуна или стали.
на специальных правильных плитах, которые изготавливают из чугуна или стали.
Правку мелких деталей можно производить на кузнечных наковальнях. Правка
металлов выполняется молотками различных типов в зависимости от состояния
поверхности и материала детали, подвергаемой правке.
При правке заготовок с необработанной поверхностью используют молотки с
круглыми бойками массой 400г. Круглый боек оставляет на поверхности меньшие следы, чем квадратный.
При правке заготовок с обработанной поверхностью используют молотки, имеющие бойки с мягкими вставками (из меди, алюминия), которые не оставляют следов на поверхности. При правке листового материала используют деревянные молотки-киянки, а очень тонкие листы правят деревянными или металлическими брусками –гладилками.
Правку осуществляют несколькими способами: изгибом, вытягиванием и выглаживанием.
Правку изгибомприменяют при выправлении круглого (прутки) и профильного материала, которые
 28
28
имеют достаточно большое поперечное сечение. В этом случае пользуются молотками со стальными бойками. Заготовка располагается на правильной плите изгибом вверх и удары наносят по выпуклым местам, изгибая заготовку в сторону, противоположную имеющемуся изгибу. По мере выправления заготовки силу удара уменьшают.
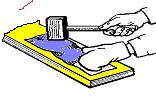
Правку вытягиваниемиспользуют при выправлении листового материала, имеющего выпуклости
или волнистость. Производят такую правку молотками с бойками из мягких металлов или киянками. В этом случае заготовку укладывают на правильную плиту выпуклостями вверх и наносят частые несильные удары, начиная от границы выпуклости, по направлению к краю заготовки. Сила ударов постепенно уменьшается. При этом металл вытягивается к краям заготовки и выпуклость за счет этого вытяжения выправляется.
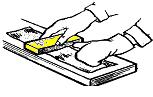
Правку выглаживаниемприменяют в тех случаях, когда заготовка имеет очень малую толщину. Выглаживание осуществляют деревянными или металлическими брусками. Заготовку выглаживают на правильной плите, вытягивая материал при помощи гладилок от края неровности к краю заготовки, и за счет вытягивания материала добиваются выравнивания поверхности заготовки.
 Инструменты и приспособления, применяемые при правке
Инструменты и приспособления, применяемые при правке
Правильные плитыизготавливают из серого чугуна с рабочими поверхностями
1,5×5,0; 2,0×2,0; 1,5×3,0; 2,0×4,0м. На таких плитах правят профильные заготовки и
заготовки из листового и полосового материала, а также прутки из черного и цветного
металла.
 Рихтовальные бабкиприменяют для правки рихтовки заготовок из
Рихтовальные бабкиприменяют для правки рихтовки заготовок из
металлов высокой твердости или предварительно закаленных металлов.
Рихтовальные бабки изготавливают из стальных заготовок диаметром
200..250мм, их рабочая часть имеет сферическую или цилиндрическую форму.

 Молоткипри правке применяют для приложения силового
Молоткипри правке применяют для приложения силового
усилия в месте правки. В зависимости от физико-механических
свойств обрабатываемой заготовки и ее толщины выбирают
 различные типы молотков. При правке заготовок из пруткового и
различные типы молотков. При правке заготовок из пруткового и
полосового материала применяют молотки с квадратным и круглым
бойком.
Для правки обработанных поверхностей применяются молотки с мягкими
вставками из алюминия и его сплавов или меди.

Кувалдыпредставляют собой молотки большой массы (2,0…5,0кг) и
используются для правки круглого и профильного проката большого поперечного
сечения в тех случаях, когда сила удара наносимого обычным слесарным молотком,
недостаточна для выправления деформированной заготовки.

Киянки– это молотки, ударная часть которых выполнена из дерева твердых
пород, ими правят листовой материал из металлов высокой пластичности.
Характерная особенность правки киянками в том, что они практически не
 оставляют следов на выправляемой поверхности.
оставляют следов на выправляемой поверхности.
Гладилкиметаллические или деревянные (из твердых пород дерева: бук, дуб,
самшит) предназначены для выправления (выглаживания) листового материала
небольшой толщины (до 0,5мм). Этот инструмент в процессе обработки, как
правило, не оставляет следов в виде вмятин.
Дата добавления: 2015-07-10; просмотров: 4883;