Основные правила и способы выполнения работ при рубке
1. При рубке листового и полосового металла толщиной до 3мм по уровню губок тисков следует соблюдать следующие правила:
· часть заготовки, уходящая в стружку, должна располагаться выше уровня губок тисков;
·  риска на заготовке должна находиться точно на уровне губок тисков, перекос заготовки не допустим;
риска на заготовке должна находиться точно на уровне губок тисков, перекос заготовки не допустим;
· заготовка не должна выступать за правый торец губок тисков;
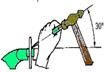
· рубку по уровню тисков выполнять серединой режущей кромки инструмента,
располагая его под углом 45º к заготовке. Угол наклона зубила в зависимости от

 угла заострения рабочей части составляет от 30º до 35º.
угла заострения рабочей части составляет от 30º до 35º.
2. При рубке полосового (листового) материала на плите (наковальне)
следует выполнять следующие требования:
· режущую кромку зубила затачивать не прямолинейно, а с некоторой
кривизной;
· разрубание листового материала по прямой линии производить, начиная от дальней кромки листа к передней, при этом зубило должно располагаться точно по разметочной риске. При рубке передвигать лист таким образом, чтобы место удара находилось приблизительно посредине плиты;
· при вырубании из листового материала заготовки криволинейного профиля оставлять припуск 1,0..1,5мм для последующей ее обработки, например, опиливанием;
· разрубание полосы выполнять по разметке с обеих сторон примерно на половину толщины полосы, после чего переломить ее в тисках или на ребре плиты (наковальни); силу удара регулировать в зависимости от толщины разрубаемого материала.
3. При срубании слоя металла на широкой поверхности детали сначала при помощи крейцмеселя прорубить канавки глубиной 1,5…2,0мм по всей поверхности детали, а затем зубилом срубить
 20
20
 оставшиеся выступы. При необходимости повторять рубку до тех пор, пока не будут
оставшиеся выступы. При необходимости повторять рубку до тех пор, пока не будут
достигнуты заданные размеры детали. Толщину снимаемого слоя металла
регулировать наклоном крейцмеселя или зубила и силой удара, наносимого по
инструменту.
4. Прорубание криволинейных канавок на заготовке выполнять канавочником за
один или несколько проходов в зависимости от обрабатываемого материала и
требований к качеству обработки. Объем срезаемого материала регулировать наклоном канавочника и силой удара по инструменту.
5. При заточке инструмента необходимо выполнять следующие требования:
· устанавливать подручник заточного станка таким образом, чтобы зазор между подручником и заточным кругом не превышал 3мм;
· прижимать инструмент режущей частью к периферии заточного круга, опираясь при этом на подручник;
·  периодически охлаждать инструмент водой, опуская его в специальную емкость. Охлаждение производиться с целью предупреждения перегрева инструмента в процессе затачивания и отпуска его рабочей части, приводящего к снижению твердости режущей части инструмента;
периодически охлаждать инструмент водой, опуская его в специальную емкость. Охлаждение производиться с целью предупреждения перегрева инструмента в процессе затачивания и отпуска его рабочей части, приводящего к снижению твердости режущей части инструмента;
· проверять угол заточки инструмента по шаблону;
· следить за симметричностью лезвия инструмента относительно его оси.
Правила техники безопасности при рубке и заточке режущего инструмента:
1. Устанавливать на верстак защитный экран.
2. Прочно закреплять заготовку в тисках.
3. Не пользоваться молотком, зубилом, канавачником, крейцмеселем с расплющенным бойком.
Расклепанную часть бойка удалять на заточном станке.
4. Рукоятка ручного слесарного молотка должна быть хорошо закреплена и не иметь трещин.
5. Выполнять рубку только острозаточенным инструментом.
6. При рубке твердого и хрупкого металла следует обязательно использовать ограждение: сетку,
щиток.
7. Пользоваться индивидуальными защитными очками или защитным экраном, установленным на
станке, во избежание травм глаз.
8. Для предохранения рук от повреждений (при неудобных работах, а также в период обучения) на
кисть руки следует надевать предохранительный козырек.
Дата добавления: 2015-07-10; просмотров: 3569;