Оксо-1 -пирролидинил)ацетамид
Пирацетам легко растворим в воде, растворим в этаноле, мало растворим в хлороформе, практически нерастворим в эфире.
Подлинность пирацетама устанавливают с помощью ИК-спектра. снятого после прессования в таблетках с калия бромидом в области 4000-400 см"1, по полному совпадению полос поглощения с прилагаемым к ФС рисунком спектра. Кроме того, подлинность подтверждают по отсутствию выраженных максимумов поглощения в УФ-спектре 1%-водного раствора в интервале 230-350 нм.
По структуре пирацетам явл-ся лактамом и амидом. При нагревании пирацетама I раствором гидроксида натрия выделяется аммиак из амидной группы, который обнаруживают по запаху и посинению красной лакмусовой бумаги.
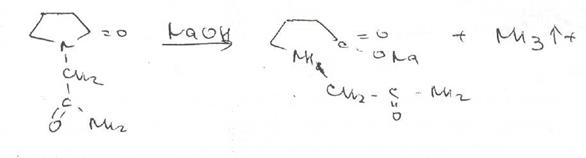
Эта же химическая реакция лежит в основе количественного определения пирацетама по методу Кьельдаля.
Параллельно выполняют контрольный опыт.
Посторонние примеси (не более 0,5%) определяют методом ТСХ на пластинке со слоем силикагеля вместе со свидетелем (растворы в метаноле). Хроматографируют восходящим методом в камере со смесью растворителей хлороформ-метанол-раствор аммиака концентрированный (70:30:3). Проявляют в камере для хлорирования смесью 1,5%-ногораствора перманганата калия и хлороводородной кислоты концентрированной (1:1). При испытании на чистоту определяют также прозрачность, цветность, рН раствора, сульфатную ЗОЛУ, тяжелые металлы и микробиологическую чистоту (методом прямого посева).
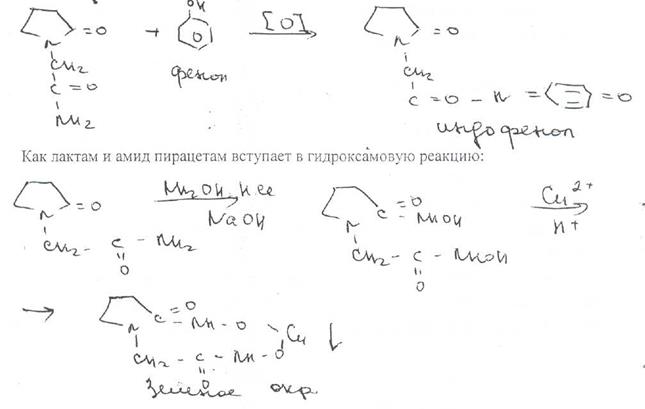
Для идентификации и фотометрического определения пирацетама в лекарственных формах используют цветную реакцию, основанную на образовании индофенола. Методика состоит в последовательной обработке пирацетама гипохлоритом натрия и фенолом с последующим фотометрированием окрашенного раствора при 630 нм.
Хранят по списку Б в сухом, защищенном от света месте.
Применяют пирацетам как психотропное (ноотропное) средство при заболеваниях нервной системы, особенно связанных с нарушением обменных процессов мозга и с сосудистыми заболеваниями. Назначают в таблетках (капсулах) по 0,4-0,8 г или 20%-ные растворы в ампулах для инъекций.
Вопрос 2. Технология таблеток.
Классификация таблетированных лек. форм.
1. Таблетки для внутреннего применения
2. Таблетки для наружного применения
3. Таблетки для инъекционного применения
4. Таблетки для инплантаций в кожно-жировую клетчатку
5. Таблетки для сублингвального применения
6. таб. для транбуккального применения(за щеку)
7. Таб. для вагинального применения
8. Шипучие таблетки
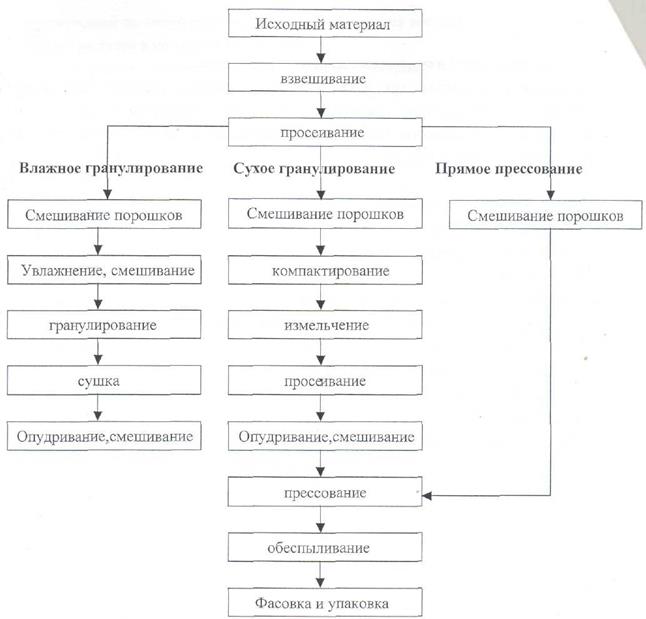
Наиболее распространены три технологические схемы получения таблеток: с применением влажного или сухого гранулирования и прямое прессование.
При изготовлении лекарственных форм из порошкового материала, помимо смешения и прессования, проводятся операции измельчения, грануляции и таблетирования.
Измельчение препарата используется для достижения однородности смешения, устранения крупных агрегатов в комкующихся и склеивающихся материалах, увеличения технологических и биологических эффектов.
Измельчение порошков приводит к определенному увеличению прочности и числа контактов между частицами и в результате — к образованию прочных конгломератов. Используя это свойство» в угольной промышленности методом обкатки получают прочные гранулы из измельченного порошка.
Тонкое измельчение лекарственных порошков, несмотря на возможные преимущества биодоступности, не нашло широкого применения, за исключением отдельных случаев, в технологии производства твердых лекарственных форм. Это обусловлено тем, что кристалл представляет собой жестко сформированную структуру с минимальной свободной и высокой внутренней энергией и для его разрушения требуются значительные внешние усилия.
В системе кристаллов одновременно с измельчением усиливается трение, уменьшающее прилагаемую внешнюю нагрузку до величин, способных вызвать только эластическую или незначительную пластическую деформацию. Поэтому эффективность измельчения, особенно в кристаллических веществах с высокой температурой плавления, быстро падает.
Для увеличения пластической деформации в измельчаемый порошок вводят некоторое количество жидкой фазы.
Увеличение свободной энергии кристаллов при измельчении может служить причиной механохимической деструкции препаратов и уменьшения их стабильности при хранении.
Измельчение высокопластичных материалов с низкими температурами плавления, таких, как скользящие и смазывающие вещества, может привести к значительному увеличению их эффективности при изготовлении таблеток.
Некоторые мягкие конгломераты порошков устраняют просеиванием их или протиранием через перфорированные пластины или сита с определенным размером отверстий. В других случаях просеивание является неотъемлемой частью измельчения для получения смеси с определенным гранулометрическим составом.
Измельчение применяется также для переработки некондиционных гранул и таблеток.
Для измельчения порошков и гранул предложен ряд аппаратов с различными рабочими органами. Нередко измельчающие агрегаты входят в комплекс оборудования для обработки исходных субстанций и конечной продукции — гранул (грануляторы. смесители-грануляторы, классификаторы и др.).
В связи с небольшими количествами измельчаемых материалов на заводах для этих целей, в частности для измельчения некондиционных гранул, используются грануляторы, шаровые и молотковые мельницы, микромельницы и др.
Выбор оптимальной технологической схемы производства таблеток зависит от физико-химических и технологических свойств лекарственных веществ, их количества в составе таблетки, устойчивости к воздействию факторов внешней среды и др.
В настоящее время известно два основных метода получения таблеток: путем прямого прессования веществ и через гранулирование.
Прямое прессование
Метод прямого прессования обладает, рядом преимуществ. Он позволяет достигнуть высокой производительности труда, значительно сократить время технологического цикла за счет упразднения ряда операций и стадий, исключить использование нескольких позиций оборудования, уменьшить производственные площади, снизить энерго- и трудозатраты. Прямое прессование дает возможность получить таблетки из влаго-, термолабильных и несовместимых веществ. На сегодняшний день данным методом получают менее 20 наименований таблеток, так как большинство лекарственных веществ не обладают свойствами, обеспечивающими непосредственное их прессование. К этим свойствам относятся: изодиаметрическая форма кристаллов, хорошая сыпучесть (текучесть) и прессуемость, низкая адгезионная способность к пресс-инструменту таблеточной машины.
Прямое прессование -— это совокупность различных технологических приемов,позволяющих улучшить основные технологические свойства таблетируемого материала -сыпучесть и прессуемость. и получить из него таблетки, минуя стадию грануляции.
В настоящее время таблетирование без грануляции осуществляется:
1) с добавлением вспомогательных веществ, улучшающих технологические свойства материала;
2) путем принудительной подачи таблетируемого материала из загрузочной воронки таблеточной машины в матрицу;
3)с предварительной направленной кристаллизацией прессуемого вещества.
Большое значение для прямого прессования имеют величина, прочность частиц, прессуемость, текучесть, влажность и другие свойства веществ. Так, для получения таблеток натрия хлорида приемлемой является продолговатая форма частиц, а круглая форма этого вещества почти не поддается прессованию. Наиболее хорошая текучесть отмечается у крупнодисперсных порошков с равноосной формой частиц и малой пористостью — таких, как лактоза, фенилсалицилат, гексаметилентетрамин и другие подобные препараты, входящие в эту группу. Поэтому такие препараты могут быть спрессованы без предварительного гранулирования. Наилучшим образом поддаются прессованию лекарственные порошки с размером частиц 0,5—1,0 мм, углом естественного откоса менее 42°, насыпной массой более 330 кг/м , пористостью менее 37%.
Они состоят из достаточного количества изодиаметрических частиц приблизительно одинакового фракционного состава и, как правило, не содержат большого количества мелких фракций. Их объединяет способность равномерно высыпаться из воронки под действием собственной массы, т. е. способность самопроизвольного объемного дозирования, а также достаточно хорошая прессуемость.
Однако подавляющее большинство лекарственных веществ не способно к самопроизвольному дозированию вследствие значительного (более 70%) содержания мелких фракций и неравномерностей поверхности частиц, вызывающих сильное межчастичное трение. В этих случаях добавляют вспомогательные вещества, улучшающие свойства текучести и относящиеся к классу скользящих.
Таким методом получают таблетки витаминов, алкалоидов, гликозидов, кислоты ацетилсалициловой, бромкамфоры, фенолфталеина, сульфадимезина, фенобарбитала, эфедрина гидрохлорида, кислоты аскорбиновой, натрия гидрокарбоната, кальция лактата, стрептоцида, фенацетина и др.
Предварительная направленная кристаллизация — один из наиболее сложных способов получения лекарственных веществ, пригодных для непосредственного прессования, его осуществляют двумя методами:
1) перекристаллизацией готового продукта в необходимом режиме;
2) подбором определенных условий кристаллизации синтезируемого продукта. Применяя эти методы, получают кристаллическое лекарственное вещество с кристаллами
достаточно изодиаметрической (равноосной) структуры, свободно высыпающейся из воронки и вследствие этого легко подвергающейся самопроизвольному объемномудозированию, что является непременным условием прямого прессования. Метод используют для получения таблеток ацетилсалициловой и аскорбиновой кислот.
Для повышения прессуемости лекарственных веществ при прямом прессовании в состав порошковой смеси вводят сухие склеивающие вещества — чаще всего микрокристаллическую целлюлозу (МКЦ) или полиэтиленоксид (ПЭО). Благодаря своей способности поглощать воду и гидратировать отдельные слои таблеток, МКЦ оказывает благоприятное воздействие на процесс высвобождения лекарственных веществ. С МКЦ можно изготовить прочные, но не всегда хорошо распадающиеся таблетки.
Для улучшения распадаемости таблеток с МКЦ рекомендуют добавлять ультраамилопектин.
При прямом прессовании показано применение модифицированных крахмалов. Последние вступают в химическое взаимодействие с лекарственными веществами, значительно влияя на их высвобождение и биологическую активность.
Часто используют молочный сахар как средство, улучшающее сыпучесть порошков, а также гранулированный кальция сульфат, обладающий хорошей текучестью и обеспечивающий получение таблеток с достаточной механической прочностью. Применяют также циклодекстрин, способствующий увеличению механической прочности таблеток и их распадаемости.
При прямом таблетировании рекомендована мальтоза как вещество, обеспечивающее равномерную скорость засыпки и обладающее незначительной гигроскопичностью. Так же применяют смесь лактозы и сшитого поливинилпирролидона.
Технология приготовления таблеток заключается в том, что лекарственные препараты тщательно смешивают с необходимым количеством вспомогательных веществ и прессуют на таблеточных машинах. Недостатки способа — возможность расслаивания таблетируемой массы, изменение дозировки при прессовании с незначительным количеством действующих веществ и используемое высокое давление. Некоторые из указанных недостатков сводятся к минимуму при таблетировании путем принудительной подачи прессуемых веществ в матрицу. Производят некоторые конструктивные изменения деталей машины, т. е. вибрацию башмака, поворот матрицы в определенный угол в процессе прессования, установление в загрузочную воронку звездообразных мешалок разных конструкций, засасывание материала в матричное отверстие при помощи самосоздаваемого вакуума или специальным соединением с вакуум-линией.
Гранулирование
Гранулирование — направленное укрупнение частиц, т. е. процесс превращения порошкообразного материала в зерна определенной величины.
Грануляция необходима для улучшения сыпучести таблетируемой массы, которое происходит в результате значительного уменьшения суммарной поверхности частиц при их слипании в гранулы и. следовательно, соответствующего уменьшения трения, возникающего между частицами при движении. Существующие в настоящее время способы грануляции
подразделяются на основные типы: 1) сухая грануляция, или грануляция размолом; 2, влажная грануляция, или гранулирование продавливанием; 3) структурная грануляция.
Метод сухого гранулирования. Заключается в перемешивании порошков и их увлажнении растворами склеивающих веществ в эмалированных смесителях с последующим высушиванием их до комковатой массы. Затем массу с помощью вальцов или мельницы «Эксцельсиор» превращают в крупный порошок.
Метод влажного гранулирования. На производстве влажное гранулирование часто проводится в грануляторах типа 3027 (Мариупольский ЗТО). Рабочий орган аппарата состоит из шнека и шести прочных стержней, что позволяет перемещать гранулируемый материал в осевом направлении. Имеется правое и левое исполнение. Производительность — 150—1000 кг/ч. Перспективны пресс-грануляторы фирмы «ХУТТ» (Германия), рабочий орган которого — прессующие валки в виде полых цилиндров с зубцами на поверхности, между ними в стенках расположены радиальные отверстия для продавливания порошковой массы. Получаются высококачественные гранулы идентичной чечевицеобразной формы. Грануляция, или протирание влажной массы, производится с целью уплотнения порошка и получения равномерных зерен — гранул, обладающих хорошей сыпучестью.
Данному способу гранулирования подвергаются порошки, имеющие плохую сыпучесть и недостаточную способность к сцеплению между частицами.
В обоих случаях в массу добавляют склеивающие растворы, улучшающие сцепление между частицами.
Метод влажного гранулирования включает следующие операции:
1) смешивание порошков;
2) овлажнение порошков раствором связывающих веществ и перемешивание;
3) гранулирование влажной массы;
 4) сушка влажных гранул;
4) сушка влажных гранул;
5) обработка сухих гранул.
Рис. 1.1 ранулятор вертикальный:
1 — цилиндр с отверстиями; 2 — протирающие лопасти; 3 — электродвигатель; 4 — коническая передача; 5 — приемник гранул
В настоящее время влажная грануляция — основной вид грануляции в производстве таблеток, однако он имеет ряд недостатков:
— длительное воздействие влаги на лекарственные и вспомогательные вещества;
— ухудшение распадаемости (растворимости) таблеток;
— необходимость использования специального оборудования; — длительность и трудоемкость процесса.
Сушка влажных гранул.
Инфракрасные рациональные сушилки.
Сублимационные сушилки.
Обработка гранул. В процессе сушки гранул возможно их слипание в отдельные комки. С целью обеспечения равномерного фракционного состава высушенные гранулы пропускают через грануляторы с размером отверстий сеток 1,5 мм, что в значительной степени обеспечивает постоянную массу таблеток. Затем гранулы опудривают, добавляя антифрикционные вещества, и передают на стадию таблетирования.
Структурная грануляция. Имеет характерное воздействие на увлажненный материал, приводящее к образованию округлых, а при соблюдении определенных условий — достаточно однородных по размеру гранул.
Для грануляции в дражировочном котле загружают смесь порошков и при вращении котла со скоростью 30 об/мин производят увлажнение подачей раствора связывающего вещества через форсунку. Частицы порошков слипаются между собой, высушиваются теплым воздухом и в результате трения приобретают приблизительно одинаковую форму. В конце процесса к высушиваемому грануляту добавляют скользящие вещества.
Грануляцию распылительным высушиванием ( используют в данном случае для получения таблеток валидола) целесообразно использовать в случаях нежелательного длительного контактирования гранулируемого продукта с воздухом, по возможности, непосредственно из раствора (например, в производстве антибиотиков, ферментов, продуктов из сырья животного и растительного происхождения).
Готовят раствор или суспензию из вспомогательного вещества и увлажнителя и подают их через форсунки в камеру распылительной сушилки, имеющую температуру 150 °С. Распыленные частицы имеют большую поверхность, вследствие чего происходит интенсивный массо- и теплообмен. Они быстро теряют влагу и образуют всего за несколько секунд сферические пористые гранулы. Полученные гранулы смешивают с лекарственными веществами и, если необходимо, добавляют вспомогательные вещества, не введенные ранее в состав суспензии. Гранулы имеют хорошую сыпучесть и прессуемость, поэтому таблетки, полученные из такого гранулята, обладают высокой прочностью и прессуются при низких давлениях. Если в удельном весе гранулята и лекарственного вещества наблюдается значительная разница, то возможно расслоение таблетируемой массы. В результате чрезмерного высушивания суспензии также возможно отслоение верхней части таблетки («кэштинг») при прессовании.
Гранулирование в условиях псевдоожижения. Для гранулирования таблеточныхсмесей с целью подготовки их к таблетированию в последние годы в отечественной , зарубежной химико-фармацевтической промышленности широкое применение нашел метод псевдоожижения. Отличительная его особенность состоит в том. что обрабатываемый материал, а затем и образующийся гранулят непрерывно находятся в движении.
Опудривание высушенного гранулята производится в этом же аппарате добавлением антифрикционных веществ в гранулят и вторичного перемешивания в псевдоожиженном слое.
Гранулят, полученный в псевдоожиженном слое, имеет ряд преимуществ перед гранулятом, полученным механическим гранулированием с увлажнением: более округлая форма гранул, лучшая сыпучесть, более сбалансированный фракционный состав.
Принципиальная схема аппарата СГ-30 (503) представлена на рис. 2.
Корпус аппарата 11 выполнен из трех цельносварных секций, последовательно смонтированных друг с другом. Встряхивающее устройство 6 электропневматически сблокировано с устройством, перекрывающим заслонки 10. При встряхивании рукавных фильтров 5 заслонка перекрывает доступ псевдоожижающего воздуха к вентилятору, прекращая таким образом псевдоожижение и снимая воздушную нагрузку с рукавных фильтров. Пылевидный негранулированный продукт, осевший на стенках рукавного фильтра, собирается при встряхивании в нижней части рабочего объема, затем при последующем цикле псевдоожижения он подвергается гранулированию с напылением. Встряхивание фильтров и прекращение процесса псевдоожижения повторяются многократно в ходе гранулирования. Фильтры очищаются от пылевидного продукта, затем гранулируемого. Такая работа аппарата позволяет уменьшить долю негранулированного материала в грануляторе и нагрузку на рукавные фильтры, снизив тем самым аэродинамическую нагрузку аппарата в целом.
В выходной части вентилятора размещен шибер 9 с ручным механизмом управления. Он предназначен для регулирования расхода псевдоожижающего воздуха. В случае неисправности системы перекрытия потока воздуха вентилятором шибер может быть использован для ручного регулирования системы встряхивания в условиях прекращения псевдоожижения. Всасываемый вентилятором воздух очищается в воздушных фильтрах 12 и нагревается до заданной 2 температуры в калориферной установке 16. Очищенный нагретый воздух проходит через воздухораспылительную решетку, установленную в нижней части продуктового резервуара.
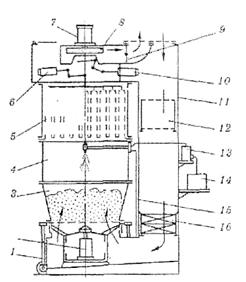
Рис. 2 Принципиальная схема аппарата с псевдоожиженным слоем для гранулирования таблеточных смесей (СГ- 30)
1 — тележка; 2 — пневмоцилиндр подъема продуктового резервуара; 3 - продуктовый резервуар; 4 - обечайка распылителя: 5 - обечайка рукавных фильтров; 6 — встряхивающее устройство; 7 — предохранительный клапан; 8 — вентилятор; 9 — шибер; 10 — механизм управления заслонкой; 11 -корпус; 12 - фильтр воздушный; 13- насос дозирующий; 14 — емкость дляя гранулирующей жидкости; 15 - распыл ив авающий сжатый воздух; 16 -паровой калорифер
Сжатый воздух, подаваемый к распылителю по специальной системе 15, применяется не только для распыливания, но и для дистанционного управления форсунок. Гранулирующий раствор подается в необходимых количествах на распыливание дозирующим насосом 13 из резервуара 14.
Для измерения температуры воздуха до входа в слой и на выходе из слоя установлены термосопротивления в комплекте с логометрами, размещенными на пульте управления.
Подъем продуктового резервуара и герметизация аппарата производится с помощью пневмоцилиндра 2, расположенного в нижней части корпуса.
При возникновении в аппарате избыточного давления автоматически открывается предохранительный клапан 7 и давление снижается.
Аппарат для гранулирования таблеточных смесей в псевдоожиженном слое СГ-30 (503) работает следующим образом.
В продуктовый резервуар 3 в соответствии с рецептурой загружается 30 кг таблеточной смеси, подлежащей гранулированию. Резервуар с тележкой 1 закатывается в аппарат. Переключением тумблера на пульте управления резервуар с продуктом поднимается. На логометре устанавливается температура воздуха, необходимая для гранулирования. На пульте управления задается время перемешивания, гранулирования и сушки, а также цикличность и периодичность встряхивания. Включается вентилятор, с помощью шибера устанавливается необходимая степень псевдоожижения обрабатываемой массы.
Через заданные промежутки времени закрывается заслонка перед вентилятором,включается привод, встряхивающий рукавные фильтры, и через определенные промежуп^И времени автоматически включается форсунка и насос, подающий гранулирующую жидкостьЯ происходит гранулирование таблеточной смеси, затем система распыливания отключается и Л начинается сушка гранулята. По окончании всего цикла гранулирования автоматически выключается вентилятор и прекращается подача пара в калориферную установку. Опускается продуктовый резервуар, гранулят поступает на таблетирование (при необходимости он может быть просеян).
Аппарат СГ-30 (503) обслуживается одним аппаратчиком. Серийное изготовление его освоено опытным заводом СПКБмед-пром объединения «Прогресс» Санкт-Петербурга.
Типы таблеточных машин
Прессование на таблеточных машинах осуществляется пресс-инструментом, состоящим из матрицы и двух пуансонов .
Основными типами таблеточных машин являются эксцентриковые, или ударные, и ротационные.
Эксцентриковые машины бывают салазочные и промежуточные (башмачные).
Салазочные машины. В данном типе машин загрузочная воронка движется при работе на специальных салазках.
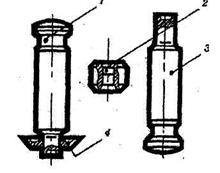
Рис. 3. Пресс-инструмент/ — пуансон-шток верхний; 2 — матрица; 3 - пуансон-шток нижний; 4 - маслосборник
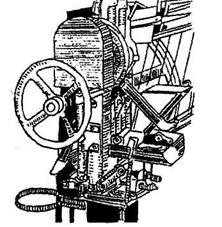
Рис' 4. Салазочная машина
Материал, поступающий из загрузочной воронки, попадает в канал матрицы, прикрепленной к матричному столу и ограниченной снизу нижним пуансоном. После этого воронка с материалом удаляется, верхний пуансон опускается вниз, спрессовывает материал
и поднимается. Затем поднимается нижний пуансон и выталкивает таблетку. Толчком нижнего основания воронки она сбрасывается в приемник.
Промежуточные машины. Таблеточные машины промежуточного типа (башмачные) по конструкции и принципу работы близки к салазочным, но отличаются от них неподвижностью загрузочной воронки и матрицы. Таблетируемый материал подается в матрицу при помощи подвижного башмака, присоединенного к воронке посредством шарнира. Такое устройство питающего узла уменьшает возможность разрушения и расслоения гранулята.
По производительности машины равноценны машинам салазочного типа. Как, например, таблеточный пресс австрийской фирмы «Энглер», таблеточный пресс типа НТМ, выпускаемый Мариупольским заводом технологического оборудования.
Ротационные таблеточные машины (РТМ) широко используются фармацевтической промышленностью Украины. В отличие от ударных машин РТМ имеют большое количество матриц и пуансонов (от 12 до 57).
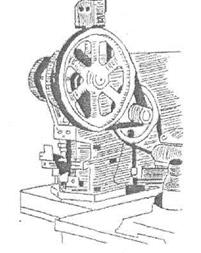
Рис, 5 Настольная промежуточная таблеточная машина.
Матрицы вмонтированы во вращающийся матричный стол. Давление в РТМ нарастает постепенно, что обеспечивает мягкое и равномерное прессование таблеток. РТМ имеют высокую производительность (до 0,5 млн таблеток в час). Технологический цикл таблетирования на РТМ состоит из ряда последовательных операций: заполнение матриц таблетируемым материалом (объемный метод дозирования), собственно прессование, выталкивание и сбрасывание таблеток. Операции выполняются последовательно, автоматически.
Пуансоны верхние и нижние скользят по направляющим (капирам) и проходят между прессующими роликами, оказывающих на них одновременное давление. Давление нарастает и убывает постепенно, что приводит к равномерному и мягкому прессованию таблетки сверху и снизу. В зависимости от типа такие машины могут быть снабжены одной или двумя неподвижными загрузочными воронками. В загрузочные воронки может быть установлена мешалка.
Принцип работы РТМ показан на рис. 6. Проследим за движением одной из матриц. 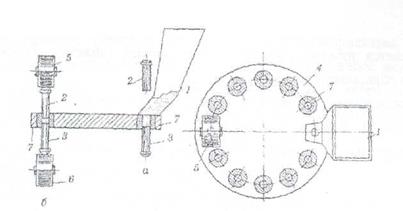
Рис. 6. Схема процесса таблетирования на РТМ-12
Нижний пуансон 3 опустился в точно обусловленное положение. Верхний пуансон 2 в это время находится в самом верхнем положении, поскольку матричное отверстие 7 подошло под воронку 1 (операция загрузки). Как только матрица (с заполненным гнездом) прошла воронку вместе с вращением столешницы 4, начинается постепенное опускание верхнего пуансона. Достигнув противоположной стороны, он сразу же попадает под прессующий валик 5. Одновременно на нижний пуансон оказывает давление валик б (операция прессования). После прохода между валиками верхний пуансон начинает подниматься. Нижний пуансон также несколько приподнимается и выталкивает таблетку из матрицы. С помощью ножа (скребка) таблетка сбрасывается со столешницы — операция выталкивания таблетки,
Такое движение последовательно совершают все пресс-инструменты (матрица и пара пуансонов). Для того чтобы обеспечить пуансонам должное движение, к рукояткам (называемым ползунами), прикреплены ролики, с помощью которых они ползут (катятся) по верхним и нижним капирам (направляющим). Схема движения представлена на рис. 7. Во время операции загрузки ролик верхнего ползуна с пуансоном находится на высшей точке верхнего капира. Далее он скользит вниз по наклонной капира. Пуансон касается матричного отверстия, погружается в него и сдавливает материал. Давление нарастает и достигает максимума в тот момент, когда ролик ползуна окажется под давлением валика (операция прессования). После этого ролик с пуансоном начинает подниматься вверх по капиру и достигает максимума, а нижний ползун совершает следующие движения. В стадии загрузки его ролик подпирается валиком, регулирующим объем матричного отверстия. Нижний ползун движется по прямому капиру. В стадии прессования его ролик приподнимается давильным валиком, благодаря чему нижний пуансон со своей стороны оказывает давление на материал. Далее капир идет несколько вверх, в результате чего нижний пуансон выталкивает таблетку (операция выталкивания). После этого, вследствие опускания капира, нижний пуансон также опускается вниз и все повторяется сначала. 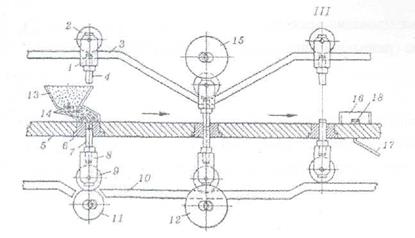
Рис. 7. Схема движения пуансонов в многоматричной ротационной машине:
1 — ползун; 2 — ролик; 3 — верхний капир; 4 — верхний пуансон; 5 — столешница; 6 — матрица; 7 — нижний пуансон; 8 — нижний ползун; 9, 11, 12,15 — ролики; 10 — нижний капир; /3 — воронки; 14 — мешалки в воронке; 16 — нож для сбрасывания таблеток; 17 — лоток; 18 — таблетка
Выпускаются таблеточные машины различных марок: РТМ-24; РТМ-3028; РТМ-41; РТМ-41М и др.
Широко используется РТМ-41 М2В, имеющая 41 пару пресс-инструмента и позволяющая выпускать таблетки диаметром 5— 16 мм и 20 мм. Для прямого прессования предназначена РТМ-3028, имеющая 57 пар пуансонов. РТМ-300М служит для производства таблеток цилиндрической формы небольших диаметров с плоскими и.сферическими торцами.
Дата добавления: 2015-08-04; просмотров: 1851;