Жидкотекучесть. Технологические пробы
При заливке расплава в, как правило, холодную (т.е. цеховой температуры) форму металл, протекая по каналам литниковой системы и полости формы, охлаждается, теряет теплоту перегрева, т.е., начав затвердевать, его поток может остановиться. При правильном выборе технологических параметров металл в момент окончания заливки должен быть жидким.
Теоретически рассчитать процесс заполнения формы и назначить режим заливки даже с учетом современного накопленного опыта в настоящее время затруднительно, хотя все шире используется трехмерное компьютерное моделирование, которое позволяет с тем или иным приближением решать задачи заполнения формы. Однако моделирование является процессом дорогостоящим и трудоемким, кроме того, важно соблюдение условия, чтобы процессы, происходящие при моделировании, соответствовали реальным.
Поэтому понятие жидкотекучести как технологического свойства сплавов еще долгие годы будет использоваться для сравнительных испытаний, при отработке технологии и при разработке новых сплавов.
Под жидкотекучестью понимается способность расплава течь, заполняя литейную форму, и воспроизводить конфигурацию отливки, включая рисунок на художественных отливках.
Технологические пробы для определения жидкотекучести можно разделить на три вида:
· пробы, основанные на прекращении течения в сужающемся канале;
· пробы, основанные на прекращении течения вследствие кристаллизации металла в узком выходном канале;
· пробы, основанные на прекращении течения в длинном канале постоянного сечения вследствие охлаждения и кристаллизации.
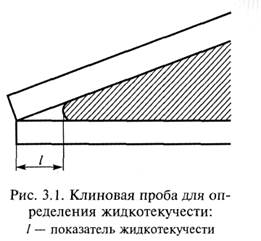
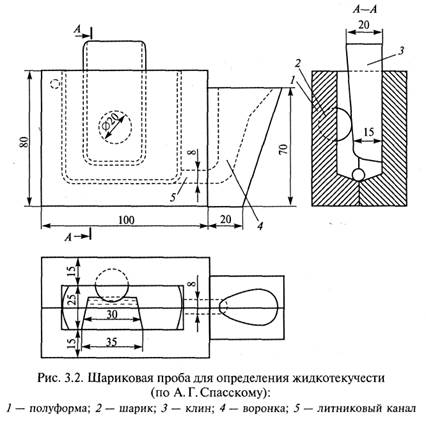
Пробы первого вида (сужающийся канал): клиновая (рис.3.1) и шариковая (рис. 3.2) являются одними из первых конструкций проб.
Показателем жидкотекучести в клиновой пробе является расстояние l между вершиной клина и закругленной вершиной затвердевшего металла. Проба не получила распространения из-за низкой воспроизводимости (большого разброса) результатов.
Мерой жидкотекучести в шариковой пробе, предложенной А. Г. Спасским, является диаметр отверстия, образующегося в отливке, залитой в металлическую форму 1 с вертикальным разъемом. Металл заливается через воронку 4, поступает в полость формы через литниковый канал 5, заполняет полость формы и подтекает в пространство между планкой (клином) 3 и шариком 2 диаметром 20 мм, но не заполняет все пространство, оставляя отверстие. Шариковая проба также не нашла широкого применения. Клиновую и шариковую пробы можно использовать для оценки заполнения тонких рельефов. Пробы второго вида можно использовать для определения жидкотекучести по весу вытекшего металла, хотя они также не нашли широкого применения.
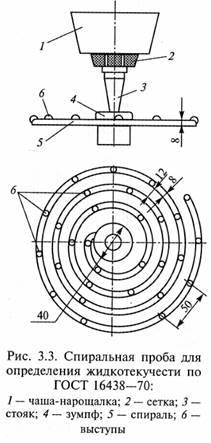
Определение жидкотекучести на пробах третьего вида является общепризнанным. Показателем жидкотекучести является длина пути потока металла до остановки. Для заливки проб этого вида применяют формы с одним из следующих каналов: прямым, спиральным, У-образным, лабиринтным и винтовым, с гравитационным заполнением и под действием вакуума. К этому же виду можно отнести пробы с несколькими каналами разной толщины (диаметров), заполняемыми из общего центрального стояка. Примером последних проб могут служить звездообразная проба, состоящая из плоских каналов, и «арфа», имеющая вертикальные цилиндрические каналы.
В соответствии с ГОСТ 16438—70 жидкотекучесть определяется по спиральной пробе (рис. 3.3), заливаемой в песчано-глинистые сырые и сухие формы, а также в металлические формы. Первые пробы такого вида появились в 1920-е гг. В наиболее распространенном варианте металл заливается в форму через чашу-нарощалку 7, через сетку 2, стояк 3 и зумпф 4 и попадает в спиральный канал 5, имеющий форму трапеции высотой 8, шириной 8 вверху и 7 мм внизу. Небольшие выступы 6, нанесенные через 50 мм, облегчают измерение длины спирали. Спиральный канал позволяет получить длинные прутки в сравнительно небольших по габаритам формах. Отклонение длины пробы от среднего значения составляет около 8 %. При установке мерной чаши со стопором отклонения могут быть уменьшены до 3,5 % [6].
Для обеспечения идентичных условий заполнения проб при сравнении жидкотекучести предложено различать два вида жидкотекучести: практическую и условную. Практическая жидкотекучесть определяется в условиях постоянной температуры заливки (и, следовательно, неодинакового перегрева для всех сплавов данной группы). При этом можно оценивать влияние на жидкотекучесть изменений химического состава сплава в цеховых условиях, когда в плавильном агрегате поддерживается постоянная температура. Условная жидкотекучесть определяется в условиях одинакового перегрева над температурой ликвидуса. Данный вид пробы получил наибольшее распространение.
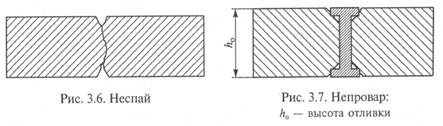
Дефекты, возникающие из-за недостаточной жидкотекучести. Очевидно, что само появление понятия жидкотекучести и технологических проб связано с специфическими дефектами отливок: недоливом, неслитиной, неспаем и непроваром.
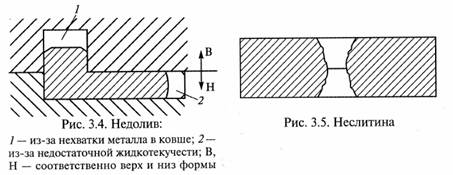
На рис. 3.4 представлен недолив в тонкой стенке отливки. Здесь же показан дефект, имеющий такое же название «недолив», но возникающий из-за нехватки металла в ковше, поэтому емкость ковша рассчитывается с запасом, а для выливания остатка используются специальные изложницы.
Неслитина (рис. 3.5) и неспай (рис. 3.6) возникают при встрече потоков металла при заливке формы, например при заливке через несколько питателей, которые применяются в том числе для предупреждения недоливов. Неслитина и неспай появляются из-за недостаточной жидкотекучести, а неспай может также образоваться из-за пленки оксидов на поверхности потока.
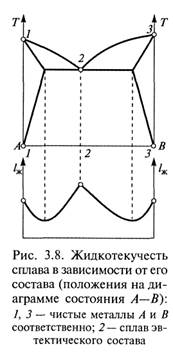
Непровар (рис. 3.7) наблюдается при использовании жеребеек или внутренних холодильников и может возникать из-за недостаточной жидкотекучести металла (способности воспроизводить) или неподготовленности жеребеек и холодильников.
Механизм остановки потока. Влияние интервала кристаллизации на жидкотекучесть.Изучение жидкотекучести с использованием технологических проб позволило установить, что жидкотекучесть в значительной степени зависит от интервала кристаллизации: чем больше интервал кристаллизации, тем меньше жидкотекучесть. Наибольшую жидкотекучесть имеют металлы, кристаллизующиеся при постоянной температуре, т.е. чистые металлы, эвтектики и химические соединения. Влияние интервала кристаллизации на механизм остановки потока связывают с характером кристаллизации. Расплавы металлов с постоянной температурой кристаллизации протекают начальный участок канала, имея перегрев. Затем по мере снижения перегрева на стенках нарастает твердая корка. Расплав продолжает течь в «чулке». Толщина корки увеличивается. Площадь живого сечения чулка уменьшается. Момент остановки потока может соответствовать разной степени зарастания поперечного сечения канала. Количество твердой фазы к моменту остановки потока достигает 60...80 %.
Поток расплавов металлов, кристаллизующихся в интервале температур, останавливается из-за скопления в головной части большого количества первичных кристаллов, обломков дендритов, создающих пробку в голове потока. При этом чем больше интервал кристаллизации, тем меньшее количество твердой фазы требуется, чтобы остановить поток. Остановка потока происходит, как правило, при образовании 20...35% твердой фазы, т. е. при меньшем ее содержании, чем в металлах с постоянной температурой кристаллизации. Очевидно, чтобы доля образовавшейся твердой фазы была меньше, требуется относительно меньший теплоотвод от потока и, следовательно, процесс течения прекращается за относительно меньшее время. Вероятно, именно этим объясняется минимальная жидкотекучесть сплавов, отвечающих предельной растворимости и максимальному интервалу кристаллизации.
Остановка головы потока произойдет тогда, когда давление (напор) окажется недостаточным для преодоления сопротивления жидко-твердой смеси (пульпы), которую следует отнести к неньютоновским жидкостям или пластическим телам. Поэтому для аналитического определения жидкотекучести в этом случае следует решать не только тепловую, но и силовую задачу.
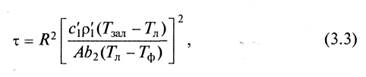
Обобщая результаты многочисленных исследований двойных сплавов различных систем, можно построить схему зависимости условной жидкотекучести lж сплава от его состава, т. е. от положения сплава на диаграмме состояния А—В (рис. 3.8). Видно, что наибольшей жидкотекучестью обладают эвтектический сплав 2 и чистые металлы 1, 3. Высокая жидкотекучесть также характерна для интерметаллидов, кристаллизующихся при постоянных температурах. По мере увеличения интервала кристаллизации жидкотекучесть умень-шается.
Факторы, влияющие на жидкотекучесть.Прежде всего следует отметить, что определенной связи между жидкотекучестью и физическими свойствами (вязкостью, поверхностным натяжением и смачиваемостью) до сих пор не установлено. Факторы, влияющие на жидкотекучесть, кроме уже рассмотренного интервала кристаллизации, удобнее всего раскрыть, если представить, что жидкотекучесть l характеризуется как произведение скорости v вытекания сплава из литниковой системы на время τ, в течение которого сплав сохраняет способность к движению, по уравнению

Скорость потока можно вычислить с помощью выражения

где μ — коэффициент расхода; Н— напор металла; g — ускорение свободного падения.
Время течения потока для качественного анализа можно принять равным времени отвода теплоты перегрева от отливки прутка в состоянии покоя по уравнению (его вывод приводится в курсе «Теория формирования отливки»)
где R — приведенный размер отливки; с`1 и ρ`1 — соответственно теплоемкость и плотность жидкого металла; Тзал, Тл, Тф — температура соответственно заливки, ликвидуса, формы; А — параметр, отражающий прогрев формы; b2 — коэффициент теплоаккумуляции формы.
Первым технологическим фактором является напор металла (из уравнения (3.2)), при котором происходит заполнение формы. В литейном производстве напор (давление), под действием которого происходит заполнение, изменяется в широких пределах, в зависимости от высоты верхней опоки в некоторых случаях с чашей-нарощалкой (см. рис. 3.3) до нескольких атмосфер (низкое давление) и даже тысяч атмосфер (литье под высоким давлением), когда создается возможность залить стенку отливки толщиной порядка 1 мм.
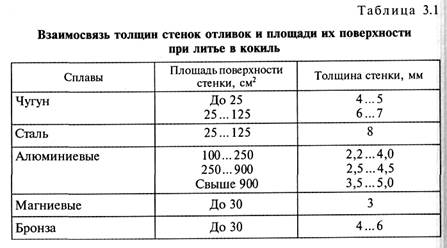
Второй фактор, как следует из уравнения (3.3), является геометрическим. Его характеризует приведенный размер отливки R = V/Р, где V— объем; Р— поверхность отливки. Для плоской отливки приведенный размер равен половине толщины отливки. Поэтому трудности заполнения стенки отливки возрастают в квадрате от ее толщины. Существует также понятие критической (минимальной) толщины стенки отливок, которая определяется видом сплава, способом литья, а также протяженностью стенки или ее площадью. При литье в песчано-глинистые формы критическая толщина стенки отливки из чугуна составляет 3... 5 мм и 5... 10 мм для отливки из углеродистой стали. При литье в кокиль рекомендуемые толщины стенок связаны с площадью поверхности стенок (табл. 3.1) [12].
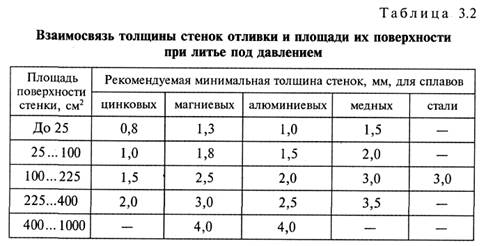
Также с площадью поверхности связана минимальная толщина стенки при литье под давлением (табл. 3.2) [12].
Третьим важнейшим фактором является перегрев расплава над температурой ликвидуса (Tзал - Тл). Общеизвестно, что с увеличением перегрева жидкотекучесть существенно увеличивается. Поэтому перегрев является одним из основных факторов, который используется для управления жидкотекучестью в текущем производстве и устранения вышеописанных дефектов, когда другие факторы практически нельзя изменить.
Следующим, четвертым, фактором, который часто не принимают во внимание, является температура ликвидуса Тл сплава. Формально Тл находится и в числителе, и в знаменателе уравнения (3.3). Разность Тзал – Тл в числителе определяет перегрев, и ведущим в этой разности является температура заливки. Наоборот, в знаменателе ведущей является Тл.
Именно разность Тл - Тф определяет температурный напор на границе отливка — форма и, следовательно, время отвода теплоты перегрева и жидкотекучесть сплава.
Для одновременного учета влияния перегрева и температуры ликвидуса целесообразно использовать параметр, равный отношению разностей Тзал – Тл и Тл - Тф. Для сплавов одной системы, например железоуглеродистых сплавов (чугунов и углеродистых сталей), этот параметр может приближенно оценивать их жидкотекучесть без проведения испытаний. Из литературных источников были собраны данные о жидкотекучести чугунов и углеродистых сталей, определенных по спиральной пробе с сечением 7 х 8 мм в песчано-глинистой форме, построена зависимость в координатах  и установлено регрессионное уравнение
и установлено регрессионное уравнение

Возможно распространение уравнения (3.4) и на другие системы сплавов, в частности алюминиевые и медные, но для этого необходимо проведение экспериментов в сопоставимых условиях.
Следует обратить внимание на то, что большая величина критической толщины стенки и меньшая жидкотекучесть углеродистых сталей по сравнению с чугунными связана не только с большей величиной Тл, но и с меньшим их перегревом. Если стали заливаются с перегревом, меньшим 80 °С, то чугуны при изготовлении тонкостенных отливок, например в автомобильной промышленности, заливаются, как правило, при перегреве порядка 200 °С.
По всей видимости, высокий перегрев углеродистых и других сталей приводит к появлению дефектов газового, усадочного и пригарного происхождения, и поэтому критическая толщина стенок у отливок из углеродистых сталей из-за большей Тл и меньшего перегрева больше, чем для отливок из чугунов.
Пятым фактором, сильно влияющим на жидкотекучесть, является коэффициент теплоаккумуляции формы (b2, Вт-с1/2/(м2-К)), который примерно на порядок и более различается для песчано-глинистой (950 для алюминиевых сплавов, 1300 для медных, 1377 для чугунов и 1628 для углеродистых сталей) и металлической (соответственно 2,0-104; 3,7-104; 14-104 и 14-104) форм.
Наконец, шестым фактором является температура формы. Если заливку проводить в форму, температура которой поддерживается равной Тл, то время отвода теплоты перегрева и жидкотекучесть будут стремиться к бесконечности. Названный фактор используется при литье по выплавляемым моделям и позволяет при нагреве формы до 800... 900 °С изготовлять отливки с толщиной стенки 1,0... 1,5 мм, хотя температура нагрева формы обеспечивает не только толщину стенки отливки, но и другие показатели качества отливки и формы (например, целостность формы при заливке), так же, как и при литье в металлическую форму.
Жидкотекучесть и литейный радиус.Иногда появление литейного радиуса на чертежах отливок связывают с жидкотекучестью сплавов. С этим мнением нельзя согласиться, так как литейный радиус следует связывать прежде всего с литейной технологией, а именно со службой литейной формы и, очевидно, со службой самой отливки.
Для песчано-глинистых форм литейные радиусы необходимы, чтобы при извлечении моделей в острых углах не возникли трещины. У металлических форм литейные радиусы увеличивают срок их службы (долговечность), так как без литейных радиусов в них возникает концентрация температурных напряжений при заливке расплава в формы.
В случае изготовления отливок из серого чугуна при назначении литейного радиуса учитывается также возможность появления отбела. Наконец, концентрацию напряжений вызывает нагружение самой отливки в машине, особенно на необрабатываемых поверхностях.
Жидкотекучесть бывает:
1. истинная определяется при постоянном перегреве сплава нат температорой нулевой жидкотекучести.
2. практическая характерна для постоянной температуры заливки
3. условно-практическая характерна при одинаковом нагреве над температурой ликвидус
Для оценки жидкотекучести учёным Нехендзи предположено:
С-удельная теплоёмкость
m-относительно количество твёрдой фазы при tн.ж. (%)
L-скрыттая теплота кристаллизации
А-const характерезующая условие теплоотвода от металла в форму
Усадка
Усадка-уменьшение объёма и минимальных размеров отливки в переуд между заполнением формы и охлаждениенем отливки до температуры окружающей среды.
Основу усадки составляет термическое сжатие-величина и знак которой зависит от:
1. фазовых и структурных превращений при формировании и охлаждении отливки
2. от поведения и количества растворенных газов в металле
Полная объёмная усадка- складываеться из усадки в жидком состоянии,в процессе затвердевания и усадки в твёрдом состоянии.
Величина усадки определяется по формуле:
 -объёмная усадка
-объёмная усадка
 -величина усадки. Объёмная усадка характерная для состояния металла при снижении температуры от t1 до t2
-величина усадки. Объёмная усадка характерная для состояния металла при снижении температуры от t1 до t2
 -коэфициент объёмной усадки в интервале от температуры от t1 до t2
-коэфициент объёмной усадки в интервале от температуры от t1 до t2
Усадка в жидком состоянии выражаеться в понижении уровня жидкого металла и формированием концентрированной усадочной раковины
 -объёмная усадка в жидком состоянии или 1 этап который происходит с заливаемым металлом.
-объёмная усадка в жидком состоянии или 1 этап который происходит с заливаемым металлом.
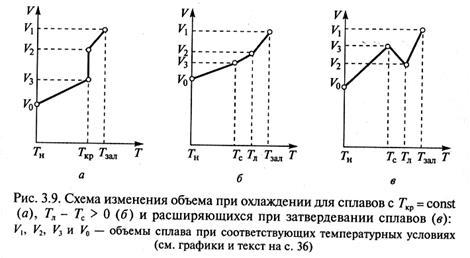
Усадка при затвердевании связана с изменением объёма отливки при затвердеваниии сплава в интервале температур
Усадка происходит за счёт изменения агрегатного состояния при наличии предусадочного расширения усадке металла будет иметь знак «-»
Усадка в твердом состоянии


Линейная или свободная усадка характеризует свойство сплава и определяет разницу между минимальным размерами полости формы и размерами отливки после охлаждения до конечной температуры .Линейная усадка начинает формироваться при достижении сплавом нулевой жидкотекучести или tсолидус.
Относительна объёмная усадка:
Относительная линейная усадка
Относительная литейная усадка
 -длина модели
-длина модели
 -длина отливки
-длина отливки
Литейная усадка характеризует изменение размеров отливки по сравнению с размерами модели и учитывает тормозящее действие формы.
 указывается на чертеже отливки для изготовления модельного комплекта. Тормозящее действие формы обусловлено затрудненной литейной усадки из-за наличия выступов, формы, стержней, элементов литниковой системы, а так же конструкции самой отливки. Кроме этого на литейную усадку влияют: состав сплава, условия охлаждения, плотность набивки смеси, способы крепления опок и т.д. Литейная усадка может быть различной в разных частях одной и той же отливки, так как на неё влияет тепловое расширение и деформация смесей.
указывается на чертеже отливки для изготовления модельного комплекта. Тормозящее действие формы обусловлено затрудненной литейной усадки из-за наличия выступов, формы, стержней, элементов литниковой системы, а так же конструкции самой отливки. Кроме этого на литейную усадку влияют: состав сплава, условия охлаждения, плотность набивки смеси, способы крепления опок и т.д. Литейная усадка может быть различной в разных частях одной и той же отливки, так как на неё влияет тепловое расширение и деформация смесей.
На процесс образования усадочной полости или пор влияет предусадочное расширение сплава и взаимодействие частей отливки между собой. Объём концентрированной усадочной раковины будет тем больше, чем меньше интервал кристаллизации и меньше размер двух фазной области. Формирование усадочной раковины происходит в тепловых узлах может сопровождаться газо- усадочной пористости образование литейных напряжений и деформаций. Могут образоваться трещины и искажения геометрических параметров. Чем ближе величина литейной усадки к линейной усадке тем выше качество отливки. В целом усадка связана с диаграммой состояния сплавов следующим образом:
Vуп - усадочная пористость
Vур - усадочная раковина
| Группа сплава | Усадка линейная
| Усадка литейная,% |
| Стали: | ||
| Углеродистые | 2-2,4 | 1-1,6 |
| Легированные | 2,5-3 | 2,2-2,5 |
| Чугуны: | ||
| СЧ | 0,7-1,3(чем выше марка,тем больше усадка) | 0,5-1 |
| КЧ | 1,6-2,3 | 1,5-1,8 |
| ВЧ | 0,7-1,2 | 0,5-1 |
Причины возникновения усадочных дефектов:
1. Недостаточное питание или не правильное положение отливки в процессе её затвердевания (принцип направленности или одновременности затвердевания)
2. Не технологическая конструкции отливки
3. Высокая температура заливки, чем выше температура заливки, тем выше будет усадочная пористость и усадочная раковина. (из-за двух фазной области будет дольше затвердевать)
4. Отклонение от химического состава сплава
5. Недостаточная жесткость формы
Меры предупреждения дефектов:
1. Изменение конструкции литниковой системы
2. Оптимальное расположение прибылей необходимого размера
3. Установка выпоров, холодильников
4. Обеспечение рациональных условий заливки (снижение температуры заливки, использование суспензионного литья, контроль химического состава металла, увеличение степени уплотнения формовочной смеси)
5. Использование методов интенсификации работы прибылей:
· Обогрев прибыли
· Подливка (долив жидким металлом)
· Теплоизоляция (экранирование)
· Создание избыточного газового давления(для закрытых)
· Создание атмосферного давления(для закрытых)
· Обогрев к экзотермическими смесями
Заполняемость- характеризует способность сплава производить контур отливок тонких сечениях обусловлено следующими факторов:
1. Поверхностным натяжением металла
2. Cмачиваемостью формовочной смеси, сплавом
3. Вязкость сплава
4. Температурным интервалом кристаллизации
5. Формой и размерами первичных кристаллов
6. Склонность сплавов к плено образованию
7. Теплофизическими свойствами формы
8. Способом заливки(гравитационный или центробежный)
9. Особенности литниковой системы
10. Наличием газов в форме и условиями её вентиляции.
| <== предыдущая лекция | | | следующая лекция ==> |
| Примерный материал по развитию познавательной, эмоционально-личностной сферы детей с ОНР дошкольного возраста | | | СИСТЕМА ДЫХАНИЯ |
Дата добавления: 2015-07-22; просмотров: 6042;