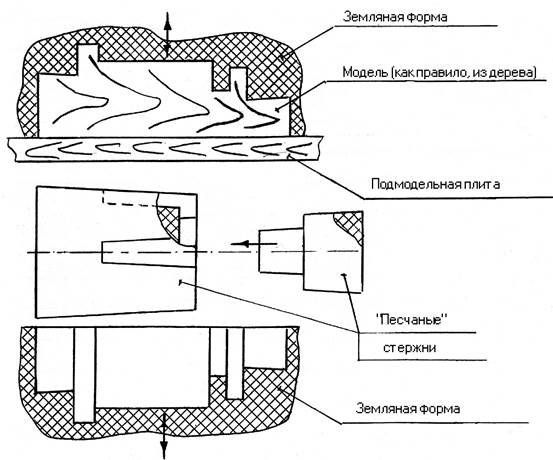
Оснастка
Примечание: деталь и оснастка условно изображены не в одном масштабе.
Дополнительные сведения:
Наиболее типична в серийном производстве при одной плоскости разъема.
16.1.6 Литье «в полукокиль»
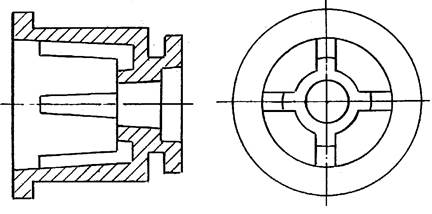 |
Отливка
Оснастка 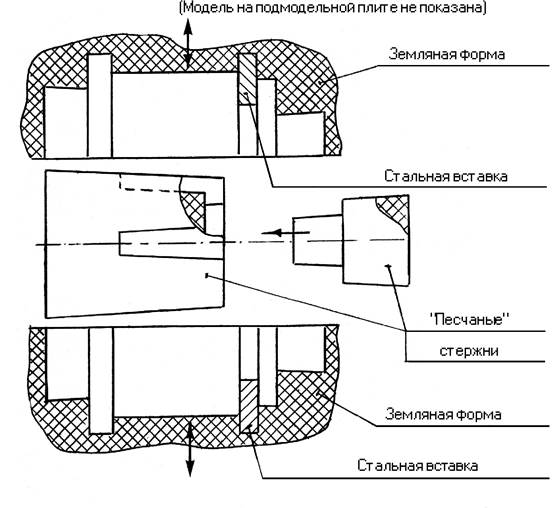
Примечание: деталь и оснастка условно изображены не в одном масштабе.
Дополнительные сведения: «полукокиль» применяется при недостаточных толщинах земляных выступов, ребер или перемычек, когда возможно «осыпание земли».
16.2 Характеристика и достижимые точности основных способов литья
16.2.1 Цветные металлы (кроме титановых сплавов)
| Основные спосо-бы литья в авиа-ционном агрегатостроении | Характеристика способа литья | Класс точности (как правило) | Предельные откло-нения размеров,мм, для деталей с наи-большим габарит-ным размером до 100 мм |
| Литье под давлением | Ограничения по габаритам. Невысокая прочность и «рыхлоты» отливки. Про-стая конфигурация детали. Высокая стоимость оснастки. Большая производительность. | Лт 2 | ±0,15 |
| Литье по выплавляемым моделям | Ограничения по габаритам. Возможна сложная конфигурация. Стоимость оснастки не высока. Достаточно длительный технологический цикл. | Лт 2 Лт 3 | ±0,15 ±0,3 (для деталей с габаритом >100 мм |
| Литье в кокиль | Стоимость оснастки высока. Находит применение при достаточно большой серийности. Деталь должна иметь достаточно простые формы. Карйне желательны большие литейные уклоны «внутренних» полостей. Прочность отливки средняя. | Лт 4 | ±0,5 |
| Литье в кокиль с «песчаными» стержнями. Очень качественное «земляное» литье | Для кокиля достаточно высокая стоимость оснастки. Прочность отливки высокая. | Лт 5 | ±0,7 |
| «Земляное» литье обычного качества | Невысокая стоимость оснастки («дере-вянная» модель). Прочность отливки высокая. «Рыхлоты» практически исключены. | Лт 6 | ±0,9 |
16.2.2 Титановые сплавы
Способ литья – в «графитовые» формы в вакууме.
 Характеристика способа литья Характеристика способа литья
| круг предприятий, где льют титан, достаточно узок. Стоимость оснастки высокая. Получить герметичную отливку достаточно сложно (по-ристость особенно высока в местах расположе-ния литников). Длительный технологический цикл. |
Класс точности – как правило, не точнее Лт 5 отливки.
16.2.3 «Литейные» стали
(из конструкционных предпочтительнее применять сталь марки 35ХГСЛ).
Способ литья – по выплавляемым моделям (как правило).
| Характеристика способа литья
| круг предприятий, где льют сталь, достаточно узок. Достаточно длительный технологический цикл. |
| Класс точности
| Точность стальных отливок оговорена специальным ГОСТом. Значения отклонений для стального литья по выплавляемым моделям примерно соответствуют Лт 5 (для справок). |
Стальное литье «в землю» находит применение достаточно редко из-за больших отклонений на отливки (≈ Лт 6×1,5÷2).
Дата добавления: 2015-06-27; просмотров: 940;