Каширование
Для облицовки древесностружечных плит осмоленными пленками используют два различных процесса: ламинирование и каширование. При этом под бумажно-смоляной пленкой понимают декоративную бумагу, пропитанную специальной полимерной смолой с дальнейшей сушкой, во время которой происходит частичное или полное отверждение смолы. В настоящее время пропиточные составы для получения бумажно-смоляных пленок изготавливают на основе меламинокарбамидоформальдегидных смол.
Каширование – физический процесс облицовывания ДСтП пленками на основе пропитанных бумаг с полной степенью отверждения смолы (с последующей отделкой жидкими лакокрасочными материалами и без отделки) с предварительным нанесением на плиту-основу клеевого состава. Условия, при которых происходит процесс каширования, значительно более "мягкие": температура 120-150˚С и давление 5-7 МПа. Принципиальное различие этих двух методов облицовывания заключается в том, что при кашировании готовое декоративное покрытие приклеивается на ДСтП, а при ламинировании оно создается во время прессования за счет химических процессов и неотделимо от плиты-основы.
Наиболее прогрессивной технологией нанесения пленочных материалов является непрерывное облицовывание поверхности накаты-ванием и приклеивание в вальцовых прессах. Этот метод принято называть кашированием. Каширование может быть условно разделено на три вида: холодное, теплое и горячее.
Холодное каширование применяется в основном для нанесения пленок ПВХ с применением клеёв холодного отверждения. Для этих целей можно использовать каучуко-латексные клеи (ДММА-65ГП, Ж-3) и сополимерные дисперсии (Тивокол 4360). Отверждение их происходит при длительной выдержке щитов в стопе.
Щиты, как правило, выдерживают 30-60 мин в подпрессованом состоянии при удельном давлении 0,35-0,4 МПа. До механической обработки щиты выдерживают в течение 8-24 часов в зависимости от поглощающей способности подложки, типа клея и температурных условий цеха.
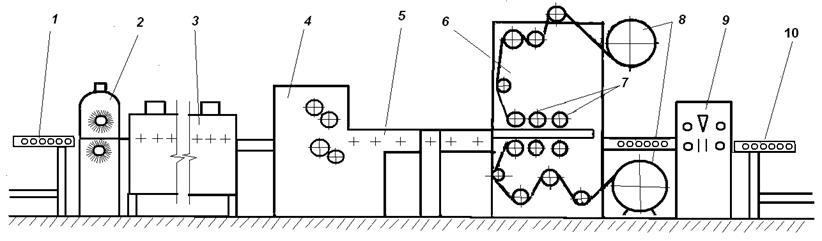
1- роликовый конвейер; 2- щеточный станок; 3- камера предварительного нагрева; 4- клеенаносящий станок;
5- конвейер выдержки; 6 – облицовочный (кашировальный) станок; 7- прикатывающие валы; 8- рулоны бумаги;
9- устройство для поперечного раскроя; 10- приемный роликовый конвейер
Рисунок 9.1 – Схема линии теплого каширования:

1 – питатель щитов; 2 – двусторонний щеточный станок; 3 – клеенаносящий вальцовый станок; 4 – роликовый конвейер; 5 – облицовочный станок; 6 – отрезное устройство; 7 – первая секция конвейера; 8 – вторая секция конвейера; 9 – третья секция конвейера; 10 – однопролетный пресс; 11 – укладчик
Рисунок 9.2 – Схема линии каширования методом «квикстеп»:

1- приемный роликовый конвейер; 2- пылеочистной станок; 3- камера предварительного нагрева щитов; 4,6,7- отки-дывающиеся промежуточные роликовые конвейеры; 5- клеенаносящий станок; 8- рулон пленки для нижней пласти щита; 9- фотоэлемент; 10- вальцовый пресс; 11- ионизируещее устройство для снятия статического электричества; 12- обжимные вальцы; 13- обрезное устройство; 14- конвейер; 15- второй вальцовый пресс; 16,17- вальцы для выравнивания пленки; 18, 21- запасные рулоны пленки; 19- рулон пленки для верхней пласти щита; 20-направляющий валец; 22- обогреваемые вальцы
Рисунок 9.3 – Схема установки на базе вальцового пресса фирмы «Фриц»:
Тёплое каширование предусматривает предварительный нагрев поверхности щита (40-60˚ С) перед нанесением клея. Аккумулированное при этом тепло способствует более быстрому удалению части летучих из клея. При этом вязкость нанесённого слоя возрастает и повышается начальная адгезия его к плёнке. При тёплом кашировании адгезия достигает такого уровня, который позволяет исключить операцию подпрессовки щитов в стопах и позволяет производить сразу автоматическую укладку. Длительность технологической выдержки щитов в стопах – до 1,5-2 ч. Тёплое каширование можно применять для облицовывания пластей щитов пленками ПВХ и пленками на основе пропитанных бумаг с помощью клеёв холодного отверждения.
Горячее каширование производят накатыванием облицовочного материала и прессованием облицовываемой поверхности вальцами, нагретыми до температуры выше 200 ˚С. При этом различают сухое и мокрое каширование.
При сухом кашировании на обратную сторону плёнки заранее наносят клей-расплав, который под действием температуры в вальцовом прессе размягчается и отверждается сразу по выходе из пресса, остывая и переходя в твёрдое состояние.
При мокром кашировании клей наносят на пласть щита, выдерживают, а затем активируют под действием теплового источника (щит нагревают до 40-60 ˚С). На пласть накатывают облицовочный материал, и клей отверждается под действием температуры и давления. Выдерживать щиты после облицовывания не требуется.
Дата добавления: 2015-06-22; просмотров: 4492;