Изложницы
Изложницы отливают из ваграночного чугуна следующего состава, %: 3,3-4,0 С; 0,9-2,281; 0,4-1,0 Мп; <0,20 Р и < 0,12 S.
Размеры изложниц зависят от массы и размеров слитка. Масса слитков, отливаемых для прокатки на станах, изменяется от 200 кг до 30 т. Спокойную углеродистую и кипящую стали разливают в слитки массой до 30 т; легированную и высококачественную стали — от 0,5 до 6,5 т, а некоторые высоколегированные стали — в слитки массой в несколько сот килограммов. Конфигурация изложниц, характеризуемая формой поперечного и продольного сечений, определяется сортом выплавляемой стали и дальнейшим переделом слитка.
Поперечное сечение изложниц может быть (рис. 8.7) квадратным, прямоугольным, круглым, многогранным. Слитки квадратного сечения идут на сортовой прокат; слитки прямоугольного сечения при отношении их ширины А к толщине В менее 1,5 для получения как листа, так и сортового проката; плоские слитки при отношении А/В в пределах 1,5—3,0 — для прокатки на лист. Слитки круглого сечения используют для изготовления труб, бандажей, колес. В многогранные изложницы отливают слитки для кузнечных поковок.
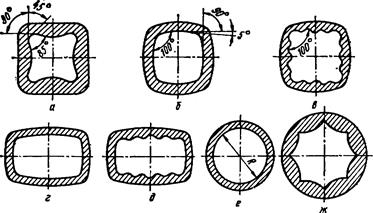
Рис. 8.7. Формы поперечно сечения изложниц
По форме продольного сечения изложницы бывают двух типов: с уширением кверху (рис. 9.8, а) для разливки спокойной стали и с уширением книзу (рис. 8.8,б) для разливки кипящей стали.
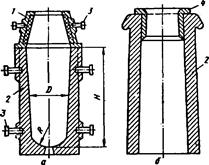 Рис. 8.8. Формы продольного сечения изложниц
Рис. 8.8. Формы продольного сечения изложниц
Стойкость изложниц составляет 60—100 плавок (разливок), расход изложниц равен 1,0—3,0 % от массы разливаемой стали.
После освобождения от слитков изложницы охлаждаются до 80—110 °С путем выдержки на воздухе или же водой, распыляемой форсунками. Далее их внутреннюю поверхность очищают от нагара (окисленных пленок металла) и частиц шлака и металла и смазывают. Для смазки применяют лакойль, каменноугольные смолу и лак и их смеси; изложницы под кипящую сталь смазывают также порошкообразным графитом, смешанным с водой.
Смазка препятствует приварииванию металла к стенкам изложниц, при ее выгорании в изложнице создается восстановительная атмосфера, а газы, образующиеся при сгорании смазки, отгоняют от стенок изложницы пленки окисленного металла, что делает более чистой поверхность слитка. Если температура стенок изложницы перед смазкой будет более 110 °С, то смазка выгорит до начала разливки, а при температуре ниже 80 °С слой смазки получится чрезмерно толстым: в этом случае смазка не успевает полностью сгореть в момент контакта с жидким металлом и, залитая им, возгоняется, что дает пузыри в корке слитка.
Дата добавления: 2015-06-22; просмотров: 1457;