Сверло из стали У7
Сталь У7 является углеродистой инструментальной качественной закаливаемой сталью. Состав стали: 0,7% С, содержание примесей S ≤ 0,03%, Р ≤ 0,035%. Сталь У7 обладает небольшой прокаливаемостью, применяется, в основном, для ручного инструмента по дереву (т.е. инструмента, не разогревающегося в процессе эксплуатации). После термической обработки сверло должно обладать высокой твердостью (не менее HRC 60), повышенной износостойкостью, удовлетворительной прочностью и пластичностью. Для обеспечения этих требований принимаем в качестве предварительной термической обработки отжиг, а окончательной – закалку с последующим низкотемпературным отпуском.
Технология отжига: посадка в печь при температуре 600…6500С, нагрев до температуры аустенитизации со скоростью 70…800/час, затем после непродолжительной выдержки – охлаждение со скоростью 50…600/час до 4000С (с печью), далее – не воздухе. Ввиду повышенной чувствительности стали У7 к перегреву, принимаем температуру нагрева для отжига равной tн =Ac3 + (10…20)0 С, т.е. 8000 С, выдержку при этой температуре принимаем из расчета ≈ 1/3 времени нагрева. График технологии отжига заготовок сверла из стали У7 приведен на рисунке 1.6.

|
Рисунок 1.6 – График режима отжига заготовки сверла из стали У7
В результате отжига сталь приобретает структуру мелкозернистого перлита с незначительным количеством феррита как избыточной фазы. Малая твердость после отжига (≤ 187 НВ) способствует хорошей обрабатываемости резанием при изготовлении сверла.
Технология закалки: нагрев до температуры 800…8100С со скоростью 1,5 минуты на 1 мм сечения (1,5х10=150 мин), выдержка – 1/3 времени нагрева и охлаждение со скоростью больше критической. Критическая скорость закалки для стали У7:
 ,
,
где t* и τ* - температура и время минимальной устойчивости переохлажденного аустенита.
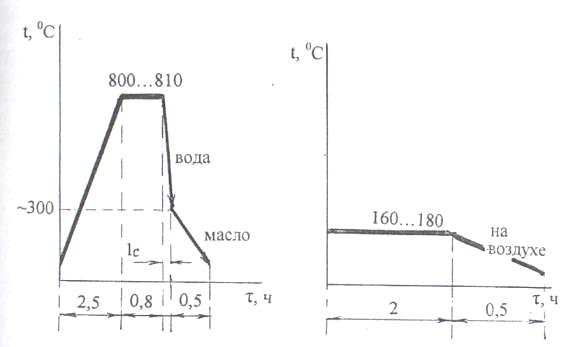
Принимаем среду охлаждения в диапазоне минимальной устойчивости переохлажденного аустенита 5000 С – воду, а после секундной замочки в воде дальнейшее охлаждение лучше производить более медленно – в масле, в интервале мартенситного превращения, что позволит снизить количество остаточного аустенита, уменьшить деформацию. Структура после закалки – мартенсит закалки и немного остаточного аустенита, твердость до HRC 62…63. Поскольку требуется высокая твердость и прочность, выполняем после закалки низкотемпературный отпуск. Технология отпуска: посадка в печь (лучше в масляную ванну) при температуре 160…1800 С, затем выдержка из расчета 0,2 часа на каждый 1 мм сечения (0,2ч х 10 = 2 ч), охлаждение после отпуска – на воздухе. В результате окончательной термической обработки (графики закалки и отпуска приведены на рисунке 1.7) сверло из стали У7 приобретет структуру мартенсита отпуска, повысится прочность и износостойкость, твердость составит ≈ HRC 60…62.
|
Рисунок 1.7 – Графики технологии закалки и низкотемпературного
отпуска сверла Ø 10 мм из стали У7
Дата добавления: 2015-04-07; просмотров: 4249;