Элементы колесной пары
Каждая колесная пара включает следующие элементы:
· ось
· два подрезиненных или цельнокатаных колеса
· редукторный узел
· две буксы
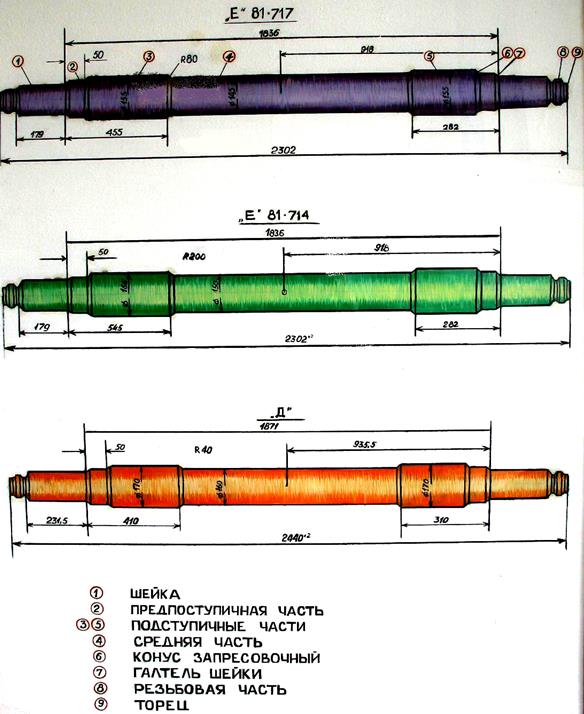
Рис. Ось колесной пары
Ось представляет собой брус круглого сечения. Диаметр оси по ее длине неодинаков.
Части оси
- резьбовые части
- шейки оси
- предподступичные части
- подступичные части
- средняя часть
На подступичные части напрессовывают колеса, поэтому, кроме напряжения, изгиба и кручения, они испытывают еще напряжение сжатия от напрессованных на них колесных центров. На предподступичные части насаживают в горячем состоянии лабиринтные кольца для уплотнения корпусов букс. Концевые части оси - шейки воспринимают вертикальную нагрузку от веса вагона. На шейки в горячем состоянии напрессовывают внутренние кольца буксовых подшипников. Резьбовые части на концах оси предназначены для завинчивания осевых гаек, которыми закрепляют подшипники букс. Для предотвращения концентрации напряжений все сопряжения участков одного диаметра с участками другого диметра выполняют плавными. Их называют галтелями. Ось изготавливают, из углеродистой стали марки Ос М (осевая метро) по ГОСТу 6690-53. Заготовки осей (поковки) отковывают на молотах, причем ковка слитка металла должна быть пятикратной. Откованные заготовки подвергают нормализации (нагрев до температуры 870-890° С с последующим охлаждением. Поковка должна иметь следующие клейма, которые наносятся на ось в горячем состоянии:
· номер завода-изготовителя поковки
· номер оси
· номер плавки
· год изготовления поковки
· клеймо приемщика СПС
Ось обрабатывают на токарном станке. Перед обработкой поковка должна быть проверена на ультразвуковом дефектоскопе. При наличии дефектов или при непрозвучивании поковка бракуется. Обработанную на токарном станке ось подвергают упрочняющей накатке роликами. Накатку производят двумя роликами высокой твердости.
Обработанная ось клеймится. Клейма ставят на торце первой шейки в одном из сегментов. Клейма содержат:
· номер оси
· номер плавки металла
· две последние цифры года отковки оси
· месяц и две последние цифры года обработки оси
· в основании паза под стопорную планку ставят клейма ставят клейма мастера ОТК и приемщика службы подвижного состава

Рис. Клейма оси
Номер плавки металла необходимо иметь для того, чтобы в случае обнаружения на одной оси каких-либо дефектов металла, можно было бы взять под контроль все другие оси данной плавки.
Размеры основных элементов оси следующие:
| Элемент оси | Размер |
| диаметр резьбовой части | М 105 |
| диаметр шейки | 110 мм |
| диаметр предподступичной части | 145 мм |
| диаметр подступичной части | 165 мм |
| диаметр средней части | 150 мм |
| длина оси | 2302+2 мм |
| расстояние между внутренними гранями бандажей | 1440±3 |
На средней части оси имеется керн глубиной 2 мм, относительно которого по специальным шаблонам определяются места расположения на оси того или иного элемента колесной пары при напрессовке.
Дата добавления: 2015-06-17; просмотров: 1484;