ОТСТРОЙКА ОТ МЕШАЮЩИХ ФАКТОРОВ В МАГНИТНОЙ ДЕФЕКТОСКОПИИ. ПОВЫШЕНИЕ ЧУВСТВИТЕЛЬНОСТИ И РАЗРЕШАЮЩЕЙ СПОСОБНОСТИ МЕТОДА
1. Способ компенсации помех, обусловленных выпуклостью шва.
Чтобы получить более точную инф-ию о дефекте, расположим в области I б), необходимо произвести отстройку от помех, создаваемых выпук-тью шва. Предложен следующий способ магнитогр-ого контроля.
После намагн-ия св соед-ия в поперечном напр-ии пост-ым магн полем (при этом на ленту запишутся как полезные поля, так и поля-помехи) необх произвести повторное намаг-ие св шва и ленты магн полем, не проникающим глубоко в Ме шва и вызывающим обр-е полей, обусловленных только валиком шва, а также пов-ми неровностями и дефектами. При повторном намагн-ии напр-ие вектора напряженности магн поля противоположно первоначальному, а его величина выбирается такой, чтобы компенсировать помехи вследствие наложения их полей.
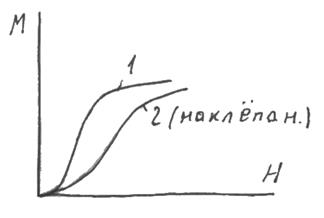
2.Отстройка от помех, обусловленных наклепом.
Контроль следует проводить при высокой напряж-ти поля, при кот намагн-ть Ме в наклепанной и ненакл-ой зоне отличается незначительно.
3. Разделение сигналов от близко расп-ых локальных дефектов.
В магнитогр-ой дефектоскопии применяют малогабаритные индукц магн головки, так как их легче экранировать и они менее чув-ны к наводкам при действии на них внешних полей. Одно из необходимых условий при конструировании магн головки – ограничение толщины сердечника головки до 1-2 мм. Это необходимо для повыш-я разреш-ей сп-ти метода, так как для того, чтобы различить отдельные магнитные отпечатки, лежащие вдоль ленты на расстоянии 2-3 мм друг от друга, толщина сердечника головки должна быть не более 1,5 мм. В противном случае, если, например, сердечник имеет толщину 6 мм, то будем 2 поры воспринимать как одну большей величины. С другой стороны, бесконечное уменьшение толщины сердечника индукционной головки может резко уменьшить ее чувствительность к выявлению дефектов.
4. Повышение разрешающей способности метода за счет выбора направления намагничивания.
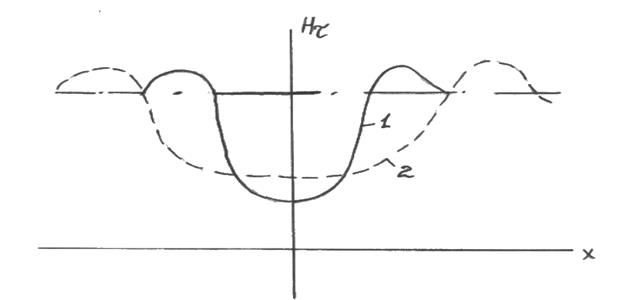
Разреш-ая сп-ть – это мин расстояние между двумя уверенно различаемыми дефектами. При режимах, хар-ых для магнитных методов контроля, поля локальных дефектов вытягиваются в напр-ии, ┴ вектору напряж-ти намагн-ого поля. Поэтому, если намагнитить ОК вдоль цепочки дефектов, то поля отдельных несплошностей будут ориент-ны поперек цепочки и станут перекрываться при меньшем расст-ии между дефектами, чем в случае намагн-ия поперек цепочки несплошностей.
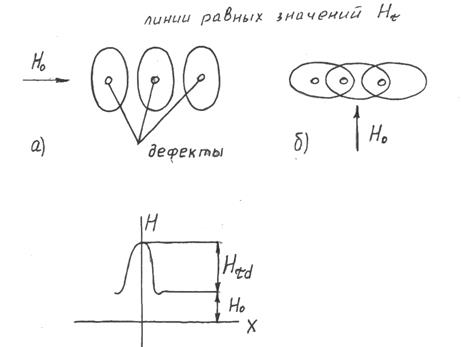
Разрешающая способность метода в случае а) выше, чем в случае б) в 10 до 40 раз и зависит от глубины залегания дефекта. Два дефекта наружной поверхности (покрытые, например, слоем краски) можно различить даже в том случае, если они перекрываются.
При этом чувствительность метода выше в случае б).
Различают предельную и реальную чувствительность.
Предельная чув-ть- минимальная глубина ( в % от толщины) уверенно обнаруживаемой модели дефекта. Считают, что дефект обнаруживается уверенно, если отношение амплитуд сигнал/шум не менее двух.
Реальная чув-ть – чув-ть метода при обнаружении реального дефекта.
5. Раздельный контроль протяженных и локальных дефектов в шве.
В св соед-ях изделий из низкоугл-ых, а также ряда низколегированных сталей подавляющее большинство дефектов сплошности (непровары, подрезы, цепочки пар) ориентир-ны вдоль продольной оси шва. Поэтому для обесп-я высокой чув-ти метода рекомендуют такие соединения намагн-ть поперек шва, т.к. вектор напряж-ти поля будет ориентирован ┴ напр-ию распр-ия дефекта и их выявляемость будет наил-ей.
При неблагоприятных размерах выпуклости шва  для повышения чув-ти контроля целесообразно применять концентраторы магн инд-ии (КМИ). КМИ предст-ют собой две пластины, выполненные из магнитомягкого материала и закрепленные на полюсах намагнич-его устройства таким образом, что их рабочие пов-ти располагаются по разные стороны зоны контроля. Один из вариантов расположения КМИ изображен на рисунке. КМИ позволяют значительно увеличить напряженность магнитного поля в контролируемой зоне.
для повышения чув-ти контроля целесообразно применять концентраторы магн инд-ии (КМИ). КМИ предст-ют собой две пластины, выполненные из магнитомягкого материала и закрепленные на полюсах намагнич-его устройства таким образом, что их рабочие пов-ти располагаются по разные стороны зоны контроля. Один из вариантов расположения КМИ изображен на рисунке. КМИ позволяют значительно увеличить напряженность магнитного поля в контролируемой зоне.
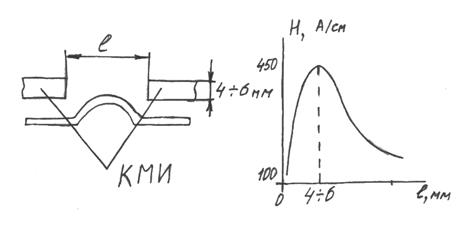
В отличие от протяженных дефектов локальные несплошности (поры, шлаковые включения) не имеют такой преимущественной ориентации, так как в плоскости изделия они имеют округлую форму. Поэтому, если намагнитить изделие таким образом, чтобы вектор напр-ти поля был направлен под углом к продольной оси шва, то шов будет намагничен сильнее, так как размагн-щее действие выпуклости уменьшится.
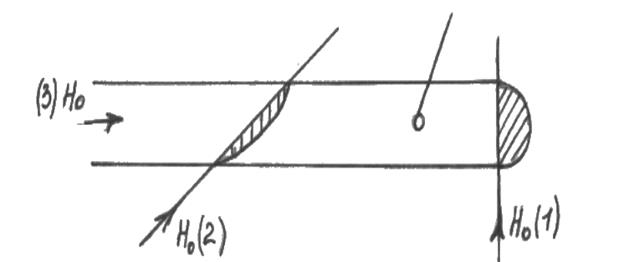
Оптимальные усл-я для обнаруж-я локальных дефектов будут, когда св шов намагн-ся вдоль его продольной оси. В этом случае размагн-щее действие выпуклости шва полностью исключается. Сварной шов оказывается намагниченным до уровня основания Ме. Реальная чув-ть метода по сравнению с традиционным возрастает в 4…5 раз.
Из сказанного выше следует, что целесообразно проводить раздельный контроль сварных швов на наличие протяженных и локальных дефектов (в первом случае шов намагничивают в поперечном, а во втором – в продольном направлении). Запись с ленты всегда считывают вдоль направления ее поляризации.
6. Временная селекция
От помех, обусловленных краями ленты и краями шва, можно отстроиться. Для этого достаточно применить две совмещенные магнитные головки с дифференциальной схемой включения:
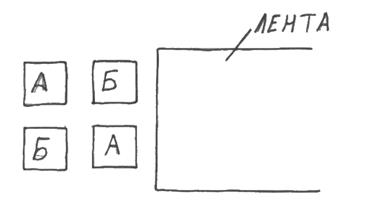
При набегании на край ленты в обмотках головок будут индуцироваться практически одинаковые ЭДС, которые на выходе можно исключить, путем встречного включения обмоток.
Недостаток – двухканальная дифференциальная магнитная головка позволяет обнаружить локальные, а также начало и конец протяженного дефекта.
Дата добавления: 2015-06-12; просмотров: 856;