Способы обработки металлов давлением
К основным способам обработки металлов давлением относятся:
- калибровка отверстий шариком и оправкой;
- раскатка;
- обработка поверхностей гладкими роликами;
- выдавливание;
- накатывание рифлений;
- накатывание зубчатых колёс;
- наклёпывание поверхностей шариками;
- дробеструйный наклёп.
Калибровка шариком и оправкой (рис. 19.1) подвергают гладкие цилиндрические отверстия, а также отверстия с фасонным поперечным сечением. Короткие отверстия калибруют на прессах, проталкивая шарик или гладкую оправку через обрабатываемое отверстие (рис. 19.1 а, б, в). При калибровке возникает пластическая деформация металла, в результате которой незначительно увеличивается диаметр обрабатываемого отверстия, а также повышается твёрдость обрабатываемой поверхности.
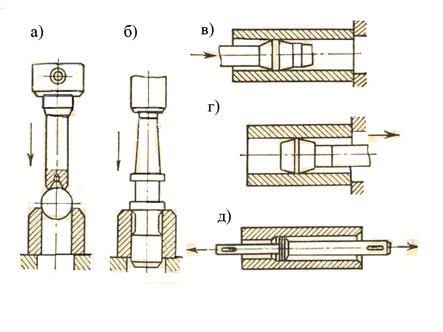
Рис. 19.1. Способы калибровки шариком и оправкой:
а) шариком; б) оправкой; в) фасонной оправкой; г) оп-
равкой, перемещаемой протяжным станком; д) оп-
равкой, совершающей возвратно-поступательное
движение
Длинные отверстия калибруют оправкой на протяжном станке (рис. 19.1. г).
Если оправке придать вращательное или возвратно-поступательное движение, то можно калибровать участки отверстия, имеющие винтовую форму или глухие отверстия (рис. 19.1 д).
Калибровка повышает точность диаметра отверстия на 30…50 %, а также исправляет геометрию отверстия в продольном и поперечном направлениях.
Отверстие перед калибровкой растачивается или развёртывается.
Используемые для калибровки шарики имеют существенные преимущества перед оправками, из-за более высокой продолжительности использования.
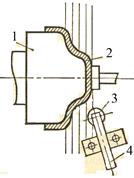
Формообразование деталей методом обжатия или вытягивания заготовок обладает значительными преимуществами перед токарной и щлифовальной обработками, позволяет увеличить производительность обработки в 5…6 раз, сэкономить обрабатываемый материал и увеличить качество обработанной поверхности (рис. 19.2).
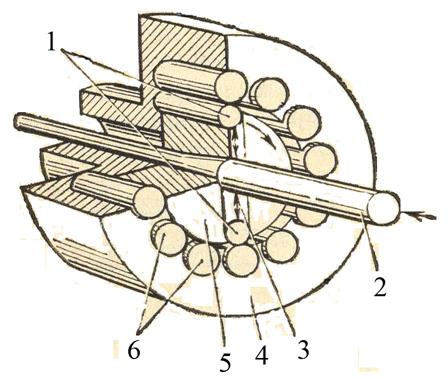
Рис. 19.2. Приспособление для обжатия и вытягивания
профиля заготовки
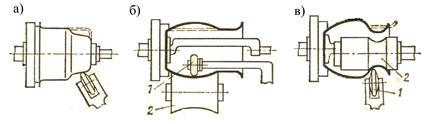
Раскатка внутренних поверхностей рассмотрена на примере обработки муфты стартёра (бендикс) автомобиля (рис. 19.3).
На внутренней поверхности этой детали имеется участок с эвольвентными спиральными шлицами, участок с калиброванным отверстием под подшипник и участок с четырьмя профильными впадинами.
Метод обработки раскаткой состоит в том, что внутрь полой заготовки
вводят оправку соответствующей формы, после чего заготовку обжимают бы-
стровибрирующими профильными кулачками (рис.19.4).
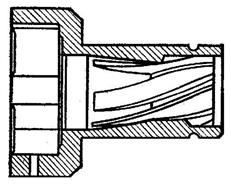
Рис. 19.3. Муфта стартера автомобиля
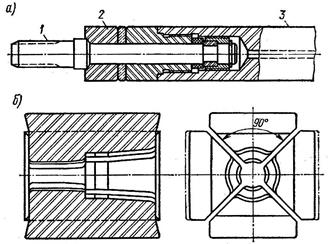
Рис. 19.4. Схемы элементов технологии раскатки:
а) оправка; б) схема устройства кулачков
Обработка поверхностей гладкими роликами заключается в прижатии вращающихся роликов к обрабатываемой поверхности и снятии ими микронеровностей с одновременным наклёпом обрабатываемой поверхности (рис. 19.5).
При обкатывании роликами наружных поверхностей их диаметр уменьшается, а при раскатывании отверстий – увеличивается. Поверхности жёстких деталей обрабатываются односторонними роликовыми оправками, а менее жёстких – многороликовыми устройствами, которые уравновешивают действующие силы давления.
Обработку роликами выполняют на универсальных станках. Основное условие получения заданной точности и шероховатости – создание соответствующего давления на ролик, изготовленный из износостойкого материала с высокой твёрдостью. Так, при ширине рабочей части ролика 3 мм и диаметре ролика не более 100 мм, усилие на ролик колеблется от 0,5 до 2,0 кН.
В качестве материала для ролика используются инструментальные углеродистые стали типа ХВГ, 5ХНМ и др., закалённые до  58 – 65.
58 – 65.
Выдавливание используется для изготовления фасонных деталей из листового материала (рис. 19.6).
При выдавливании металл подвергается сильному наклёпу, поэтому гото-
вые детали необходимо подвергать отжигу. Поверхность выдаленной детали
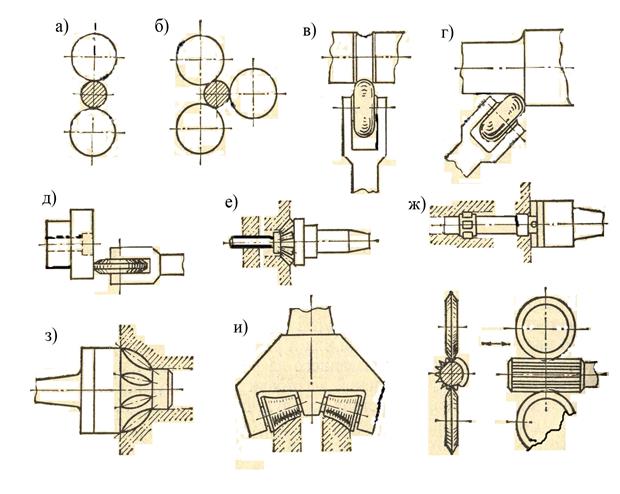
Рис. 19.5. Обработка поверхностей гладкими роликами:
а, б) многороликовое обкатывание цилиндрических поверхностей;
в, г) обкатывание канавки и галтели; е, з) многороликовое раска-
тывание сферических и конических поверхностей; ж) раскатыва-
ние отверстия; и) обкатывание наружной сферической поверхно-
сти; к) обкатывание дна шлицев
может иметь следы инструмента и обладает шероховатость  = 2,50 – 1,25 мкм. Для уменьшения шероховатости обработанную поверхность подвергают шабрению, снимая 0,05 – 0,10 мм.
= 2,50 – 1,25 мкм. Для уменьшения шероховатости обработанную поверхность подвергают шабрению, снимая 0,05 – 0,10 мм.
Накатывание зубчатых колёс повышает производительность труда в 15 –
|
|
| 1) | 2) |
Рис. 19.6. Схемы обработки выдавливанием:
1) обработка давильником с шаровой головкой;
2) обработка на давильных станках
20 раз (рис. 19.7).
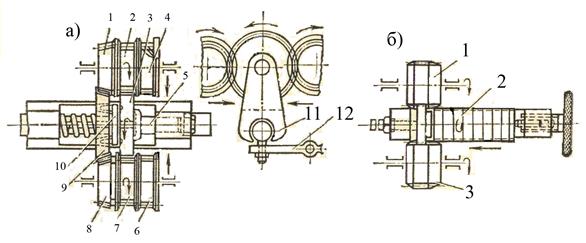
Рис. 19.7. Схема накатывания зубчатых колёс
Наклёпывание поверхностей шариками (рис. 19.8) производится в крупносерийном производстве высокоточных деталей (2 – 3 квалитеты).
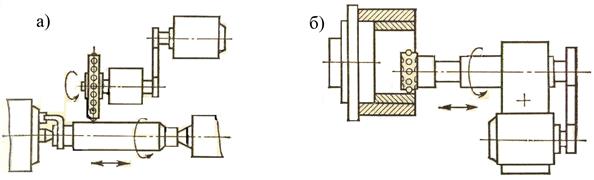
Рис. 19.8. Наклёпывание поверхностей шариками
Дата добавления: 2015-04-07; просмотров: 2972;