ГОСТ 21401- 75 “Калибры гладкие для размеров до 500 мм. Исполнительные размеры”.
ГОСТ 17736- 72 – ГОСТ 17740 – 72 “Конструкция и основные размеры калибров – пробок.”
ГОСТ 50285 -92 – ГОСТ 50288-92 “Конструкция и основные размеры калибров – скоб.”
Годность деталей с допусками от 6 до 17 квалитетов в серийном, крупносерийном и массовом производстве часто проверяют предельными калибрами. Этими калибрами проверяют размеры гладких цилиндрических соединений, конусных, резьбовых и шлицевых деталей; высоты, глубины уступов и выступов, расположения поверхностей.
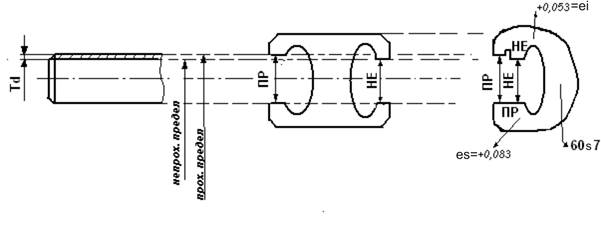
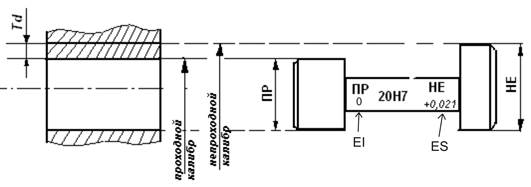
Комплект рабочих калибров для контроля какого-либо размера состоит из проходного калибра – ПРи непроходного НЕ.
ПР – контролирует предельный размер соответствующий максимуму материала детали (проходной предел):
для отверстий – Dmin;
для вала – dmax;
HE – контролирует предельный размер соответствующий минимуму материала детали (непроходной предел):
Для отверстия – Dmax;
Для вала – dmin;
К – контрольный калибр (К- ПР; К-НЕ ).
С помощью предельных калибров определяют не числовое значение параметра, а годность детали.
Деталь считают годной, если проходной калибр под действием собственного веса или усилия, равного ему, проходит по контролируемой поверхности, а непроходной не проходит. В этом случае действительный размер находится между заданными пределами.
Если проходной калибр не проходит, то деталь – исправимый брак;
если непроходной калибр проходит, то это – брак неисправимый.
Новые калибры выдаются рабочим.
 Изношенные проходные выдаются ОТК.
Изношенные проходные выдаются ОТК.
Новые непроходные
Для проверки и контроля рабочих калибров могут использоваться:
· контрольные калибры;
· концевые меры длины;
· универсальные измерительные приборы.
Контрольные калибры применяются в крупносерийном и массовом производстве; в мелкосерийном производстве используются контрольные приборы.
Валы и отверстия с допуском 5 квалитета и точнее рекомендуется проверять универсальными средствами измерения, вследствие меньшей погрешности измерений.
Для снижения затрат на калибры повышают их износостойкость: поверхности хромируют (стойкость увеличивается в 3 – 5 раз), изготавливают из твердосплавных материалов (в 50 – 150 раз выше износостойкость и в 25 – 40 по сравнению с хромированными калибрами).
Для контроля валов используют калибры–скобы, регулируемые и нерегулируемые (регулируемые, начиная с 9 квалитета, так как они обладают пониженной точностью).
Следует использовать принцип Тейлора: “проходные калибры должны являться прототипом детали”.
Непроходные калибры обычно имеют малую длину.
Длину калибра увеличивают, чтобы снизить его износ.

Дата добавления: 2015-04-01; просмотров: 1139;