Наладка ста нка
1) Крепление инструмента. Режущий инструмент в зависимости от формы его хвостовика закрепляется в шпинделе станка при помощи патрона или переходных втулок. Перед креплением необходимо убедиться в исправности режущих кромок инструмента.
2) Крепление заготовки. Заготовка устанавливается и закрепляется в зажимном приспособлении или непосредственно на столе станка. В качестве приспособления для закрепления деталей небольших габаритных размеров и простой формы обычно используются тиски.
3) Установка стола и шпиндельной бабки на требуемую величину производится в соответствии с высотой обрабатываемой детали, длиной инструмента и величиной хода шпинделя.
4) Выбор и установка величин подач s для конкретных условий обработки назначается по нормативам. Полученное значение округляют до ближайшего меньшего из ряда чисел подач и устанавливают на станке с помощью рукояток переключения коробки подач.
5) Определение скорости резания и установка числа оборотов шпинделя.
Скорость резания при сверлении:
 (2.1)
(2.1)
при рассверливании заготовки с отверстием:
 , (2.2)
, (2.2)
где Cv – коэффициент, учитывающий материал и условия его обработки;
D – диаметр сверла;
Т – период стойкости инструмента, мин;
q, m, x, y – показатели степени;
Kv – коэффициент, учитывающий влияние механических свойств обрабатываемого материала.
6) Число оборотов шпинделя в минуту определяется по формуле (1.1).
7) Обработка отверстий.
2.2. Ход работы
Рассмотрим особенности обработки гладких и резьбовых отверстий на примере головки блока цилиндров автомобиля ЗиЛ-131.
Базовый узел – двигатель автомобиля ЗиЛ – 131.
Деталь – головка блока цилиндров (см. приложение В).
Назначение: головка блока цилиндра закрывает цилиндры сверху и служит для размещения в ней камер сгорания, клапанного механизма и каналов для подвода горючей смеси и отвода отработавших газов. Деталь работает в условиях повышенных температур, давлений, повышенного износа (посадочные отверстия под седла и втулки клапанов).
Описание конструкции: Деталь относится к классу «корпуса». В головке блока цилиндров имеются впускные и выпускные каналы, перекрываемые клапанами, и отверстия для ввертывания свечей зажигания. Через впускные каналы в цилиндры поступает горючая смесь, а через выпускные каналы выходят отработавшие газы. Между блоком и головкой ставят металло-асбестовую уплотняющую прокладку, обеспечивающую герметичность соединения. Блок и головка имеют двойные стенки, образующие полость, которую заполняют охлаждающей жидкостью. Эту полость называют рубашкой охлаждения. В головке блока цилиндров имеются резьбовые отверстия для свечей зажигания. В головку запрессованы седла и направляющие втулки клапанов, изготовленные из чугуна. Головка крепится к блоку цилиндров болтами.
Материал головки цилиндра: алюминиевый сплав АК9ч ГОСТ 1583-93 (см. табл. 2.2).
Таблица 2.2. - Химический состав в % материала АК9ч ГОСТ 1583 - 93
| Fe | Si | Mn | Ni | Al | Cu | Pb | Be | Mg | Zn | Sn | Примесей |
| до 1 | 8 - 10.5 | 0.2 - 0.5 | до 0.1 | 86.94 - 91.63 | до 0.3 | до 0.05 | до 0.1 | 0.17 - 0.3 | до 0.3 | до 0.01 | всего 1.5 |
Механические свойства при Т=20oС материала АК9ч .
| Сортамент | Размер | Напр. | sв | sT | d5 | y | KCU | Термообр. |
| - | мм | - | МПа | МПа | % | % | кДж/м2 | - |
| литье в кокиль, ГОСТ 1583-93 | Закалка и искуственное старение | |||||||
| литье в кокиль, ГОСТ 1583-93 | ||||||||
| Твердость АК9ч термообработанного , ГОСТ 1583-93 | HB 10 -1 = 50 - 70 МПа |
На рабочем чертеже головки блока цилиндров (приложение В) обозначим обрабатываемые поверхности, выберем маршруты их обработки (табл. 2.3), составим маршрутный технологический процесс (табл. 2.4).
Таблица 2.3. – Обоснование метода обработки поверхностей
| № поверхности | Размер, мм | Требования к поверхности | Маршрут обработки | Технологический приём, обеспечивающий технические требования | ||
| Точность, квалитет | Шерохова-тость Ra, мкм | Технические требования | ||||
| D 67 | Н 14 | Зенкеровать отверстие | ||||
| D 60 | Н 7 | 6,3 | Зенкерование черновое чистовое, развертывание черновое чистовое | |||
| D 20 | H7 | 0,8 | Сверление, зенкерование, развертывание черновое, развертывание чистовое | |||
| M10,23 | 6H | 6,3 | Сверление, нарезание резьбы метчиком | |||
| М13 | 6H | 6,3 | Сверление, нарезание резьбы метчиком | |||
| M10,33 | 6H | 6,3 | Сверление, нарезание резьбы метчиком | |||
| M16 | 6H | 6,3 | Сверление, нарезание резьбы метчиком | |||
| 8,9 | js7 | 0,63 | Допуск параллельности и плоскостности | Фрезерование черновое, чистовое. Шлифование | Обработка одной поверхности с базированием по противоположной | |
| 10, 11 | js12 | 6,3 | Фрезерование черновое | |||
| 12, 13 | js12 | 6,3 | Фрезерование черновое |
Таблица 2.4 - Маршрутный технологический процесс
| № операции | Наименование операции | Оборудование | Режущий, вспомогательный и измерительный инструменты |
| Литейная (в кокиль под давлением) | |||
| Очистка и обрубка | |||
| Термическая (нормализация) | печь | ||
| Вертикально-фрезерная (пов. 8) | Фрезы торцевые и цилиндрические, оправка, штангенциркуль, УСП | ||
| Горизонтально-фрезерная (пов. 9) | Горизонтально- фрезерный мод. 6Р81Г | ||
| Горизонтально-фрезерная (пов. 10, 11) | |||
| Горизонтально-фрезерная (пов. 12, 13) | |||
| Вертикально сверлильная (пов.3) | Вертикально-сверлильный мод.VDM 32Xn | Сверло спиральное Р18, зенкер, развертка черновая, чистовая, УСП | |
| Вертикально сверлильная (пов.1,2) | Вертикально-сверлильный мод.2Р135 | Зенкер, развертка черновая, чистовая, УСП | |
| Вертикально сверлильная (пов.4) | Вертикально-сверлильный мод.VDM 32Xn | Сверло спиральное и метчик, УСП | |
| Вертикально сверлильная (пов.5) | |||
| Вертикально сверлильная (пов.6) | |||
| Вертикально сверлильная (пов.7) | |||
| Плоскошлифовальная (плоскости разъема 8, 9) | Плоско-шлифовальный мод. 3Г71М | Круг абразивный, план-шайба | |
| Моечная | |||
| Контрольная |
Наладка на выполнение горизонтально-фрезерной операции приведена в приложении Г. Заготовка на операции устанавливается на обработанную плоскость и два отверстия, схема базирования показана на рис. 2.1.
Рисунок 2.1. – Схема базирования на плоскость, круглый и срезанный пальцы
В условиях мелосерийного производства в качестве оборудования для выполнения отверстий можно предложить вертикально-сверлильный станок VDM 32 Xn (рис. 2.2), характеристики которого приведены в табл. 2.5. Режущий инструмент описан в табл. 2.6 и показан на рис. 2.3 – 2.5. Рассчитанные режимы резания приведены в табл. 2.7.
 Рисунок 2.2. – Вертикально-сверлильный станок VDM 32 Xn. Станок с поворотным, наклонным столом и автоматической подачей пиноли
Рисунок 2.2. – Вертикально-сверлильный станок VDM 32 Xn. Станок с поворотным, наклонным столом и автоматической подачей пиноли
| Таблица 2.5.
|
Таблица 2.6 – Применяемый инструмент
| Наименование инструмента, тип | Материал режущей части | Диаметр инструмента D, мм | Длина инструмента L, мм | Конус Морзе № |
| Сверло спиральное длинное с коническим хвостовиком (ГОСТ 12121-77) | Р18 | |||
| Зенкер с коническим хвостовиком (ГОСТ 12489-71) | Р18 | |||
| Развертка с коническим хвостовиком (ГОСТ 1672-800 | Р18 |
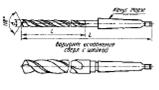
Рисунок 2. 3. – Сверло спиральное Рисунок 2.4. – Зенкер
Рисунок 2.5 – Развертка
Таблица 2.7 – Наладка станка
| Сверление | Зенкерование | Развертывание черн. | Развертывание чист. | |
| Глубина резания t, мм | 0,5 | 0,25 | 0,25 | |
| Подача, s мм/об | 0,76 | 1,1 | 2,6 | 1,82 |
| Скорость резания , v м/мин | 20,05 | 43,97 | 5,24 | 5,13 |
| Частота вращения, n об/мин | 354,66 | 737,03 | 85,55 | 81,65 |
| Принятая частота вращения , n об/мин |
Вывод: Исследовали технологические процессы обработки отверстий на универсальных сверлильных станках с обеспечением заданных параметров точности и шероховатости поверхности, ознакомились с назначением и расположением механизмов и органов управления станков, изучили методику наладки и настройки станков, выполнили необходимые для настройки расчёты.
ЛАБОРАТОРНАЯ РАБОТА №3
Изучение ПРОЦЕССОВ ОБРАБОТКИ ПЛОСКИХ ПОВЕРХНОСТЕЙ БЛОКА ЦИЛИНДРОВ АВТОМОБИЛЬНЫХ ДВИГАТЕЛЕЙ
Цель работы: исследовать технологические возможности станка модели 6Р81Г, ознакомиться с назначением и расположением механизмов и органов управления станка, изучить методику наладки и настройки станка при обработке плоскостей, выполнить необходимые для настройки расчеты.
3.1. Теоретический раздел
Назначение станка
Горизонтально-фрезерный станок мод. 6Р81Г предназначен для фрезерования различных деталей сравнительно небольших размеров в основном цилиндрическими, дисковыми, угловыми, фасонными, модульными фрезами в условиях индивидуального и серийного производства. Применив в качестве приспособления делительную головку, можно нарезать прямозубые и косозубые цилиндрические зубчатые колёса внешнего зацепления при помощи дисковой модульной фрезы.
Точность при обработке плоскостей
Средняя точность и параметры шероховатости обработанных плоский поверхностей приведены в таблице 3.1.
Таблица 3.1 – Средняя точность и параметры шероховатости обработанных плоских поверхностей
| Способ обработки | Квалитет | Параметр шероховатости Rа, мкм |
| Строгание и фрезерование цилиндрическими и торцевыми фрезами: черновое получистовое и однократное чистовое тонкое Протягивание: черновое литых и штампованных поверхностей чистовое Шлифование: однократное предварительное чистовое тонкое | 14...11 12... 11 8...6 11...10 8...6 8...7 9…8 | 12,5...3,2 3,2...1,6 1,6…0,8 1,6...0,2 3,2…1,6 1,6...0,4 1,6...0,4 0,8...0,4 0,4…0,1 0,2…0,05 |
Основные узлы и органы управления станком
Подробные данные по конструкции, техническим характеристикам и органам управления станком 6Р81Г приводятся в табл. 3.2, паспорте станка. К основным узлам станка относятся: станина, электродвигатель привода главного движения, коробка скоростей, коробка подач, консоль, стол, шпиндель, хобот ползуна, оправка шпинделя, кронштейн.
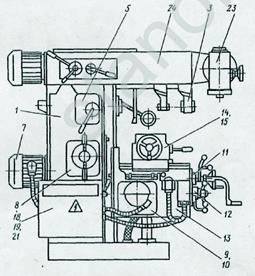
Рисунок 3.1. – Основные узлы станка 6Р81Г:
1 – станина; 3 – ограждение; 5 – привод шпинделя; 7 – коробка скоростей; 8 – переключение коробки скоростей; 9 – коробка подач; 10 – редуктор; 11 – коробка реверса; 12 – переключении подач; 13 – консоль; 14, 15 – стол; 18, 19, 21– электрооборудование; 23 – поворотная головка; 24 - ползун
Таблица 3.2 - Техническая характеристика станка
| Размеры рабочей поверхности стола, мм | 1000х250 |
| Число Т-образных пазов стола | |
| Ширина Т-образного паза, мм: | |
| калиброваного | 14Н8 |
| крайнего | 14Н12 |
| Расстояние между Т-образными пазами, мм | |
| Расстояние от оси шпинделя до рабочей поверхности стола, мм | 50-440 |
| Расстояние от оси горизонтального шпинделя до хобота(ползуна), мм | |
| Расстояние от торца шпинделя до торца поддержки, мм | |
| Перемещение стола, мм | |
| продольное | |
| поперечное | |
| вертикальное | |
| Перемещение стола на один поворот лимба, мм | |
| продольное, поперечное | |
| вертикальное | |
| Конец шпинделя по ГОСТ 24644-80 | |
| горизонтального и вертикального | |
| Число ступеней частот вращения шпинделя: | |
| горизонтального или вертикального | |
| Частота вращения шпинделя, об/мин: | |
| горизонтального или вертикального | 16-1600 |
| Число подач стола | |
| Рабочая подача стола, мм/мин | |
| продольная | 35-1020 |
| поперечная | 27-7910 |
| вертикальная | 8-264 |
| Быстрое перемещение стола, мм/мин | |
| продольное | |
| поперечное | |
| вертикальное | |
| Допустимый диаметр фрез, мм | |
| горизонтального и вертикального шпинделей | |
| Количество электродвигателей на станке | |
| Сумарная мощность, кВт | 7,37 |
| Габариты, мм | 2135х1725х1695 |
| Масса, кг |
Наладка станка
1) Крепление фрезы на оправке, установленной на шпинделе или непосредственно в конусе Морзе шпинделя. Свободный конец оправки устанавливается в кронштейн. Перед креплением необходимо убедиться в исправности режущих кромок фрезы.
2) Крепление заготовки. Заготовка устанавливается и закрепляется или в зажимном приспособлении или непосредственно на столе станка. В качестве приспособления для крепления деталей небольших габаритов и простой формы обычно используются тиски.
3) Определение скорости резания и установка числа оборотов шпинделя. Число оборотов шпинделя в минуту определяется исходя из данной скорости по формуле (1.1). Полученное значение округляют до ближайшего меньшего из ряда чисел оборотов для данной модели и выставляют на станке, затем включают вращение шпинделя.
4) Выбор и установка величины подачи s, мм/мин, для конкретных условий обработки назначается по справочной литературе [1]. Полученное значение округляют до ближайшего меньшего из ряда чисел подач и устанавливают на станке.
5) Установка глубины резания. Вращая маховики ручного продольного и поперечного перемещений стола и рукоятку ручного вертикального перемещения стола вручную подводят стол до касания с вращающейся фрезой. Затем при помощи маховика ручного продольного перемещения стола, стол отводится в сторону. В зависимости от выбранного направления рабочего движения подачи при помощи маховиков и закреплённых на них лимбов устанавливается необходимая глубина резания t, величина которой в зависимости от характера обработки и материала заготовки назначается по справочной литературе.
6) Фрезерование поверхностей. После установки всех необходимых режимов резания включается механическая подача в выбранном направлении и производится обработка. Следует разделять попутное и встречное фрезерование, которые определяются сочетанием направлений главного движения резания и движения подачи. При совпадении направлений этих движений резания имеет место попутное фрезерование. В противном случае – встречное.
3.2. Ход работы
Рассмотрим особенности обработки плоскостей головки блока цилиндров автомобиля ЗиЛ-131 (приложение В). Маршрутный технологический процесс приведен в табл. 2.4.
Эскиз технологической наладки с указанием формообразующих движений, выполняемых заготовкой и режущим инструментом приведен в приложении Д.
Данные о режущем инструменте сведены в табл. 3.3.
Данные для наладки станка внесены в таблицу 3.4.
Таблица 3.3 – Применяемый инструмент
| Наименование инструмента, тип | Материал режущей части | Диаметр фрезы D, мм | Ширина фрезы В, мм | Диаметр посадочного отверстия d, мм | Число зубьев, z |
| Фреза цилиндрическая, оснащенная пластинами твердого сплава ГОСТ 8721 – 69 | Р6М5 |
Таблица 3.4 – Наладка станка
| Ширина фрезерования B, мм | |||
| Глубина резания t, мм | |||
| Подача S, мм/об | 1,4 | ||
| Подача Sz, мм/зуб | 0,12 | ||
| Диаметр фрезы D, мм | w | 0,86 | |
| Число зубьев фрезы z | Kmp | ||
| Cv | 133,5 | Cp | 22,6 |
| x | 0,3 | 0,86 | |
| y | 0,4 | 0,72 | |
| u | 0,1 | ||
| p | 0,1 | ||
| Период стойкости фрезы T, мин | |||
| m | 0,33 | ||
| q | 0,45 | 0,86 | |
| Скорость резания V, м/мин | Сила резания Pz, Н | 0,65 | |
| Kv | 1,8 | Крутящий момент на шпинделе Mkp, Нм | 0,33 |
| Частота вращения шпинделя n, об/мин | Мощность резания Ne, кВт | 0,004 |
Вывод: исследовали технологические возможности станка модели 6Р81Г, ознакомились с назначением и расположением механизмов и органов управления станка, изучили методику наладки и настройки станка при обработке плоскостей, выполнили необходимые для настройки расчеты.
ЛАБОРАТОРНАЯ РАБОТА №4
изучение ТЕХНОЛОГИИ ОБРАБОТКИ ПЛОСКОСТЕЙ головки блока цилиндров двигателя
Цель работы: исследовать технологические возможности станка модели 3Г71М при финишной обработке плоскостей, ознакомиться с назначением и расположением узлов механизмов, изучить методику наладки и настройки станка при шлифовании плоскостей.
4.1. Теоретический раздел
Назначение станка
Плоскошлифовальный станок высокой точности мод. 3Г71М (см. рис. 4.1) с прямоугольным столом, горизонтальным шпинделем и крестовым суппортом предназначен для шлифования периферией круга поверхностей деталей из конструкционных, легированных, инструментальных, быстрорежущих сталей, твердых сплавов, а также мягких материалов на основе цветных металлов весом до 150 кг в условиях единичного, мелкосерийного и среднесерийного производств.
С применением различных специальных приспособлений на станке возможно профильное шлифование различных деталей. Обрабатываемые детали укрепляются на столе с помощью электромагнитной плиты или тисков.
При чистовых режимах станок обеспечивает 6-й квалитет точности и шероховатость поверхности Ra=0,32 мкм.
Основные узлы станка показаны на рис. 4.1.
Таблица 4.1. – технические характеристики станка мод. Г71М
| Класс точности станка по ГОСТ 8-82, (Н,П,В,А,С) | В |
| Длина (диаметр) рабочей поверхности стола, мм | |
| Ширина стола, мм | |
| Размеры шлифовального круга, мм | 250, 40, 76 |
| Габариты станка (длина × ширина × высота), мм | 1980×1840×1860 |
| Масса | |
| Мощность двигателя кВт | 2,2 |
| Пределы частоты вращения шпинделя Min/Max об/мин | 28/27400 |
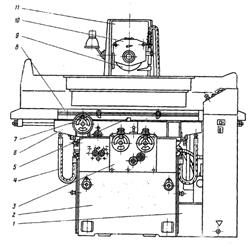
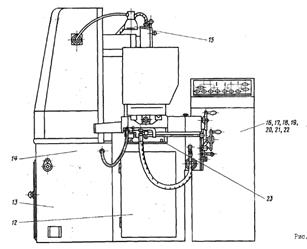
Рисунок 4.1 – Основные узлы станка 3Г71М:
1 – охлаждение; 2 – станина; 3 – механизм подач; 4 – гидрокоммуникации; 5 – механизм продольного реверса;
6 – суппорт крестовый; 7 – механизм продольного перемещения стола; 8 – стол; 9 – шлифовальная головка;
10 – кожух; 11 – колонна; 12 – гидроагрегат; 13 – агрегат смазки шлифовальной головки; 14 – редуктор;
15 – электрооборудование; 16 – станция управления; 17 – панль питаня электромагнитной плиты; 18 – блок поперечной подачи; 19 –панель вертикальной подачи; 20 – электрошкаф; 21 – замок; 22 – блок торможения ускоренного перемещения шлифовальной головки; 23 – механизм поперечного реверса
Принцип работы станка
Абразивный круг формы ПП (прямого профиля) закрепляют на конце шпинделя шлифовальной бабки посредством планшайбы и сообщают ему вращение от электродвигателя с числом оборотов n=2860 об/мин и мощностью N=22кВт. Обрабатываемую деталь в зависимости от формы, размера и материала закрепляют либо на столе станка, либо на магнитной плите. Стол с деталью получает прямолинейное возвратно-поступательное движение в продольном направлении от гидропривода с бесступенчато регулируемой скоростью. Длина и место хода стола определяются длиной и расположением на столе обрабатываемой детали и ограничиваются переставными упорами, которые устанавливаются на нужном расстоянии друг от друга.
При шлифовании деталей, длина которых больше ширины круга, столу станка сообщается периодическая поперечная подача после каждого двойного хода. Автоматическая поперечная подача осуществляется от электродвигателя с числом оборотов n=1400 об/мин и мощностью N=0,12 кВт. Величина подачи регулируется путем изменения величины импульсного тока, подаваемого к двигателю.
После каждого прохода в продольном и поперечном направлениях шлифовальной бабке сообщают вертикальную подачу до полного снятия всего припуска, которая осуществляется гидроприводом станка или вручную.
Настройка и наладка станка
Для правильной работы всех узлов станка и увеличения срока его службы рекомендуется соблюдать следующий порядок настройки:
1) Установить и закрепить деталь.
2) В зависимости от размеров шлифуемой детали установить кулачки продольного реверса так, чтобы ход стола был больше размера детали на 80 – 100 мм.
3) Включить привод шлифовального круга и гидропривод.
4) Дроссельный кран гидропанели установить в походное положение.
5) Рукоятку скорости стола медленно поворачивать против часовой стрелки вверх.
6) При скорости стола 3 – 10 м/мин подвести шлифовальный круг к изделию, вначале используя механизм ускоренного перемещения, а затем вручную маховиком.
7) В случае работы с автоматической поперечной подачей установить необходимую величину подачи.
8) В случае работы с автоматической вертикальной подачей поворотом рукоятки установить необходимую величину вертикальной подачи. При работе с ручной вертикальной подачей лимб рукоятки должен быть установлен в нулевое положение.
9) Маховиком произвести вертикальную подачу.
10) Увеличить рукояткой скорость стола до необходимой величины.
11) Рукояткой включить автоматическую поперечную подачу в ту или иную сторону в зависимости от того, с какой стороны начинается шлифование.
12) Правку круга осуществлять по мере затупления круга вначале грубо, затем с малой подачей алмаза (0,02 – 0,04 мм/об). Величина снимаемого слоя при правке круга может быть в пределах 0,1 – 0,3 мм. Держатель с алмазным карандашом устанавливается на магнитной плите или на столе станка и закрепляется соответствующим образом. Стол получает ручное поперечное перемещение.
13) Перед установкой на станок шлифовальный круг должен быть статически отбалансирован, для чего он в собранном виде с фланцами планшайбы закрепляется на конусной оправке, которая устанавливается на ножи ил валики балансировочного приспособления.
14) По мере износа круга необходимо периодически проверять его сбалансированность.
Режимы работы
Конструкция станка позволяет выбирать различные режимы шлифования сочетанием различных подач и скоростей стола.
Основными технологическими факторами, определяющими режим шлифования, являются:
- точность обработки;
- качество обрабатываемой поверхности;
- мощность главного привода станка;
- стойкость шлифовального круга.
Для получения высокой точности (плоскостности и параллельности двух сторон) рекомендуется шлифование производить вначале черновым проходом, а затем 1-2 чистовыми проходами с каждой стороны поочередно до получения требуемой плоскостности на одной стороне детали, причем последний проход выполняется с вертикальной подачей не более 0,01 мм. В случае недостаточного припуска для высокой точности необходимо базовую плоскость для крепления подготовить притиркой или шабрением.
Качество обрабатываемой поверхности зависит от режима шлифования, характеристики круга, способа его правки, от состава и качества охлаждающей жидкости.
Обработку следует проводить при обильном охлаждении и применять соответствующие по характеристике шлифовальные круги.
При шлифовании мягких материалов следует применять более твердые шлифовальные круги, а при обработке твердых и закаленных материалов рекомендуются круги на 1 – 2 ступени мягче.
Для вязких и мягких материалов (свинец, медь, латунь, бронза и др.) следует применять мягкие круги.
Высокая точность и чистота обработки достигаются применением мелкозернистых кругов, однако они быстрее засаливаются.
Для шлифования алюминия, меди, твердых сплавов, бронзы следует применять круги из карбида кремния (карбокорундовые).
Для инструментальных и конструкционных сталей необходимо применять круги из электрокорунда.
Алюминиевые сплавы шлифуют на том же оборудовании и теми же методами, которые применяют к другим металлам, но скорости шлифования алюминиевых сплавов намного выше.
Для шлифования алюминиевых сплавов применяют обычные шлифовальные круги из карбида кремния и электрокорундовые на керамической или вулканитовой связке средней зернистости, средней твердости и высокой пористости.
4.2. Ход работы
Базовая деталь – приложение В. Технологический процесс – табл. 2.4. Наладка на выполнение плоско-шлифовальной операции с указанием типа шлифовального круга и режимов резания – приложение Д.
Таблица 4.2 – Режимы шлифования
| Диаметр круга D, мм | |
| Скорость круга Vк, м/с | |
| Скорость заготовки Vз, м/мин | |
| Глубина резания t, мм | 0,02 |
| Продольная подача s, мм | |
| CN | 0,59 |
| r | 0,7 |
| x | 0,5 |
| y | |
| q | |
| z | |
| Эффективная мощность N, кВт | 0,68 |
Вывод: изучили возможности плоско-шлифовального станка, спроектировали плоско-шлифовальную операцию.
Дата добавления: 2015-05-16; просмотров: 1725;