а – избыточной цементит в виде сетки; б – зарнистый цементит.
Цементитная сетка по границам зерен недопустима, так как увеличивается хрупкость стали. Поэтому закалке заэвтектоидных сталей должен предшествовать отжиг – сфероидезация.
Таким образом, для доэвтектоидных сталей рационально применять полную закалку, для заэвтектоидных – неполную (рис.4).
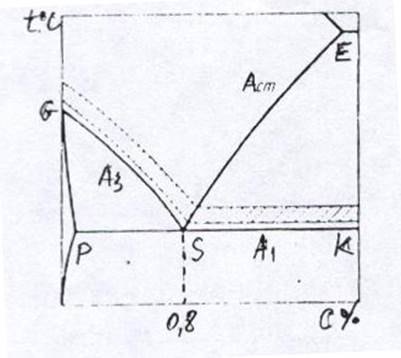
Рис. 4. Оптимальные температуры нагрева под закалку углеродистых сталей.
При закалке для достижения максимальной твердости стремяться получить мартенситную структуру. Минимальная скорость охлаждения, необходимая для переохлаждения аустенита до мартенситного превращения, называется критической скоростью закалки.
Скорость охлаждения определяется видом охлаждающей среды. Критическая скорость закалки определяется по диаграмме изотермического распада аустенита (рис.5), из которого следует, что быстрое охлаждение необходимо в области наименьшей устойчивости аустенита (500-650 ºC) с тем, чтобы предотвратить его превращение в феррито-цементитную смесь.
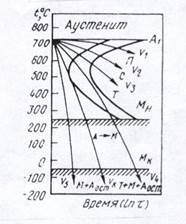
Рис. 5. Наложение кривых охлаждения на диаграмму изотермического распада аусенита.
Ниже 300 ºC, наоборот, целесообразно медленное охлаждение для предотвращения коробления и растрескивания деталей.
Значения скорости охлаждения сталей в различных средах приведены в табл.1.
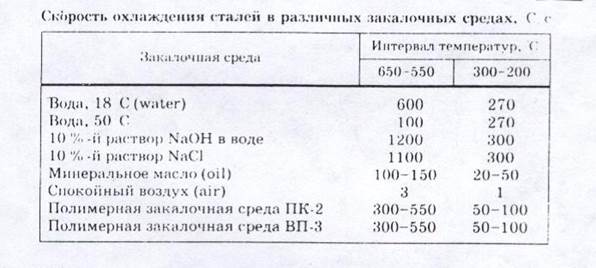
Табл. 1. Скорость охлаждения сталей в различных закалочных средах.
Данные табл.1 показывают, что нет идеальной закалочной среды, удовлетворяющей условию достижения оптимальной скорости охлаждения при закалке от разных температур. Растворы солей и щелочей при образовании могут вызвать коробление и трещины, а масло, имеющее хорошие свойства при этих температурах, менее выгодно при температурах 650-550 ºC.
Выбор способа охлаждения нагретой под закалау стальной детали зависит от формы, размеров и химического состава стали.
Чем сложнее форма и больше сечение детали, тем выше напряжения, возникающие при закалке, и больше опасность образования трещин. Чем больше содержание углерода в стали, тем большие объемные изменения протекают при превращении, тем больше опасность деформации и образования трещин, тем тщательнее должен быть выбор способа охлаждения при закалке.
Идеальная кривая охлаждения должна характеризоваться максимальной скоростью в начале охлаждения при прохождении интервала наименьшей устойчивости аустенита и минимальной скоростью в конце охлаждения при мартенситном превращении (рис.6).
 Рис. 6. Схема режимов при равных способах закалки:1 – закалка в одном охладителе; 2 – закалка в двух средах; 3 – ступенчатая закалка; 4 – изотермическая закалка; 5 – идеальный режим охлаждения.
Рис. 6. Схема режимов при равных способах закалки:1 – закалка в одном охладителе; 2 – закалка в двух средах; 3 – ступенчатая закалка; 4 – изотермическая закалка; 5 – идеальный режим охлаждения.
-5-
Наиболее простой способ закалки – это закалка в одном охладителе, при котором нагретая деталь погружается в охладлающую жидкость и остается там до полного охлаждения. Недостатком этого способа является возникновение значительных внутренних напряжений. Для деталей из углеродистых сталей сечением более 5 мм наиболее широко применяемой закалочной средой является вода, для деталей меньших размеров и легированных сталей – масло.
Для уменьшения внутренних напряжений применяется закалка в двух средах, при которой деталь сначала охлаждают в воде до 300-400 ºC, а затем для окончательного охлаждения переносят в масло. Недостатком этого способа является трудность регулирования выдержки деталей в первой охлаждающей жидкости.
Точное регулирование времени выдержки деталей в первой охлаждающей жидкости достигается при ступенчатой закалке (рис.6, кривая 3). При этом способе деталь быстро охлаждается погружением в соляную ванну с температурой, немного превышающей (на 30-50 ºC) температуру мартенситного превращения данной стали Мн, выдерживаемой при этой температуре до достижения одинаковой температуры по всему сечению, после чего охлаждается на воздухе. Мартенситное превращение происходит при медленном охлаждении на воздухе, что резко снижает внутренние напряжения и возможность коробления. Недостатком этого способа является ограничение размеров деталей, Из-за низкой скорости охлаждения в сравнительно нагретой среде при закалке крупных деталей в их центральных зонах скорость охлаждения может оказаться ниже критической. Максимальный диаметр деталей из углеродистых сталей, закаливаемых этим способом, составляет 10 мм, легированных –20-30 мм.
При изотермической закалке, в отличие от ступенчатой, сталь выдерживается в ваннах до окончания изотермического превращения аустенита. Температура соляной ванны обычно составляет 250-350 ºC. В результате изотермической закалки получается структура бейнита с твердостью 45-55НRC при сохранении повышенной пластичности и вязкости.
Закалка с самоотпуском применяется в случае термообработки инструмента типа зубил, молотков, в которых должны сочетаться высокие твердость и вязкость. В этом случае изделия выдерживают в закалочной ванне не до полного охлаждения. За счет тепла внутренних участков происходит нагрев поверхностных слоев до нужной температуры, т.е. самоотпуск.
В структуре стали, закаленной при комнатной температуре, присутствует некоторое количество остаточного аустенита. Остаточный аустенит снижает твердость и износостойкость деталей и может приводить к изменению их размеров при эксплуатации в условиях низких температур из-за самопроивольного образования мартенсита из аустенита. Для уменьшения остаточного аустенита в структуре применяют обработку холодом.
Обработка холодом состоит в охлаждении стали ниже 0 ºC до температур конца мартенситного превращения Мк (обычно не ниже –75 ºC), получаемых в смесях сухого льда со спиртом. Обработка холодом должна проводиться сразу после закалки во избежание
Важной характеристикой стали является прокаливаемость. Прокаливаемостью называется глубина проникновения закаленной зоны. Несквозная прокаливаемость обусловлена тем, что при закалке деталь стабилизации аустенита охлаждается быстрее с поверхности и медленнее в сердцевине. Распределение скорости охлаждения по сечению детали показывает, что у поверхности скорость охлаждения максимальна, а в центре – минимальна (рис.7).
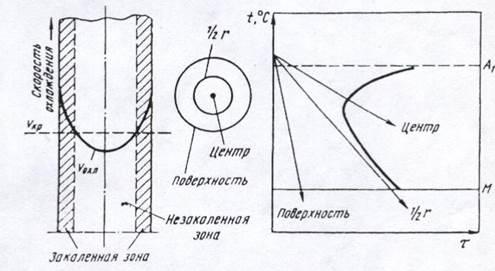
Рис. 7. Влияние скорости охлаждения на прокаливаемость стали.
Прокаливаемость, как и критическая скорость охлаждения связана со скоростью превращения аустенита и, следовательно, с положением кривых на диаграмме изотермического превращения. За глубину прокаливаемости принимается слой с полумартенситной зоной: 50% мартенсита и 50% троостита.
Критический диаметр Dкр- есть максимальный диаметр сечения, прокаливающегося в данном охладителе насквозь (50% мартенсита и 50% троостита)
Наиболее простой метод определения критического диаметра – метод торцевой закалки (рис.8).
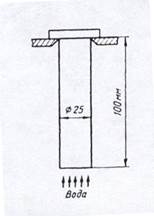
Рис. 8. Схема испытания на прокаливаемость методом торцевой закалки.
После закалки измеряют твердость на боковой поверхности по высоте образца.
При сквозной прокаливаемости по сечению изделия механические свойства одинаковы, при несквозной прокаливаемости в сердцевине наблюдается снижение прочности, пластичности и вязкости металла.
Дата добавления: 2015-05-08; просмотров: 3182;