ПОРОШКОВІ ДРОТИ ДЛЯ НАПЛАВЛЕННЯ
При нанесенні зносостійких покрить використовують наступні типи порошкових дротів різних перерізів (рисунок 8.1):
1 для наплавлення під шаром флюсу;
2 для наплавлення у середовищі захисних газів;
3 для наплавлення відкритою дугою в атмосфері повітря.
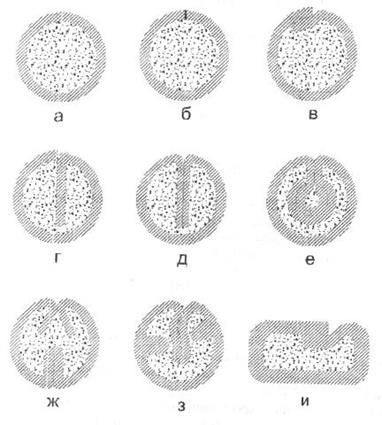
Рисунок 8.1 – Види перерізів порошкових дротів
а – безшовний; б – трубчастий стиковий; в – трубчастий з напуском кромки; г – з одним затиском оболонки; д – з двома затисками оболонки; е – двошаровий; ж, з – складного перерізу; и – плесканка
У ремонтному виробництві застосовуються наступні марки порошкових дротів (таблиця 8.1):
- ПП-Нп-30Х4Г2Н (ПП-АН128) – для наплавлення на поверхні деталі вуглецевої сталі, що працюють в умовах тертя метал об метал (сталеві колінчасті вали, деталі ходової частини гусеничних машин) твердість наплавленого шару не менше 40 НRC;
- ПП-Нп-20КГР (ПП-АН125) – для наплавлення деталей, що працюють в умовах абразивного зношування (бульдозери, дробильного і розмелювального обладнання). Твердість наплавленого шару 50-58 НRC;
- ПП-Нп-10Х15Н2Т (ПП-АН138) – для наплавлення деталей, що працюють в умовах корозійного зношування і корозії;
- ПП-Нп-300Х25Н2ГР (ПП-АН123) – для наплавлення деталей, що працюють при ударних навантаженнях в умовах інтенсивного абразивного зношування. Твердість наплавленого шару 52-56 НRC.
- ПП-70Х4М3Г4ФТР (ПП-ОЛН-22) – для наплавлення деталей, що працюють в умовах інтенсивного абразивного, ударно-абразивного зношування і в хімічних агресивних середовищах (деталі екскаваторів, дробарок, змішувачів, розрихлювачів, елементів ходової частини землерийної та земле обробної техніки). Після наплавлення даним матеріалом зносостійкість перерахованих деталей підвищується у два рази порівняно з наплавленням ПП-АН170.
- ПП-26Х9Г9Р (ПП-ОЛН-100) – для наплавлення деталей, що працюють в умовах кавітаційного зношування ударного навантаження з супутнім тертям метал по металу в хімічно не агресивному середовищі.
Високу ефективність показало використання порошкових дротів з вмістом бору.
В інституті електрозварювання ім. Є.О. Патона для зміцнення штампів холодного штампування розроблена технологія наплавлення матеріалом 6Х8С2РТ (0,8 % – бору). Жорсткі умови роботи штампувального інструменту призводять до появи тріщин у наплавлюваному шарі у процесі експлуатації. Наявність бору сприяє розчиненню шкідливих домішок (кремній, фосфор, сірка) в боридній евтектиці, очищенню границь зерен і утворення легкоплавких прошарків і евтектики. Боридна евтектика утворюється при вмісті 0,2 % бору в наплавленому матеріалі.
Таблиця 8.1 – Хімічний склад порошкових дротів і твердість наплавленого шару
| Марка дроту | Хімічний склад, % | Твердість HRC | |||||||||
| С | Сг | Mn | Si | Ni | W | V | Мо | Ті | В | ||
| Дроти для наплавлення під шаром флюсу | |||||||||||
| ПП-ЗХ2В8 | 0,32 | 2,5 | 0,8 | 0,6 | 8,5 | 0,3 | 44-52 | ||||
| ПП-25Х5ФМС | 0,25 | 5,2 | 0,6 | 1,1 | 0,4 | 1,2 | 40-46 | ||||
| ПП-АН120 | 0,18 | 1,8 | 1,8 | 0,6 | 0,7 | 40-42 | |||||
| ПП-АН103 | 1,8 | 0,6 | 0,6 | 0,8 | 40-44 | ||||||
| ПП-АН104 | 1,8 | 0,6 | 0,6 | 0,25 | 40-44 | ||||||
| ПП-АН138 | 0,12 | 1,2 | 5,4 | 0,1 | 28-34 | ||||||
| Дроти для наплавлення відкритою дугою (самозахисні дроти) | |||||||||||
| ПП-АН105 | 13,0 | 0.5 | 4,2 | 20-25 | |||||||
| ПП-АН106 | 0,2 | 13,5 | 0,4 | 0,4 | 0,2 | 42-48 | |||||
| ПП-АН121 | 0,18 | 0,8 | 1,0 | 0.6 | 0,15 | 0,25 | 33-35 | ||||
| ПП-АН122 | 0,3 | 4,5 | 1,6 | 0,8 | 0,6 | 0,25 | 50-56 | ||||
| ПП-АН124 | 2,8 | 0,6 | 0,3 | 42-48 | |||||||
| ПП-АН125 | 1,5 | 50-58 | |||||||||
| ПП-АН130 | 0,25 | 0,6 | 1,2 | 0,4 | 1,2 | 40-46 | |||||
| ПП-АН138 | 0,1 | 0,8 | 0,2 | 1,8 | 0,2 | НВ 250 | |||||
| ПП-АН170 | 1,7 | 0,6 | 0,6 | 0,2 | 3,0 | 60-65 |
Дата добавления: 2015-04-19; просмотров: 1411;