Лекция 17. Технологические процессы контроля в машиностроении
· Процессы контроля геометрических размеров, чистоты обработки и формы поверхности
· Процессы контроля физико-механических свойств, структуры основного материала и покрытия и отсутствия дефектов
Контрольные процессы являются неотъемлемой частью материального производства. Без развернутой системы измерений, позволяющей контролировать технологические процессы, оценивать свойства и качество продукции, не может существовать ни одна область техники.
Важными критериями высокого качества деталей машин, механизмов, приборов являются:
- соответствие геометрических размеров и чистоты обработки поверхности требуемым нормативам и т.п.
- технологические признаки качества, например, отсутствие недопустимых дефектов;
- соответствие физико-механических свойств и структуры основного материала и покрытия;
Любой контроль основан на измерении. Системы автоматического контроля являются важнейшей частью системы управления качеством на машиностроительном заводе.
Важнейшими требованиями, предъявляемыми к техническим измерениям, являются: единство и точность измерений.
Единство - такое состояние измерений, при котором их результаты выражены в узаконенных единицах и погрешности измерений известны с заданной вероятностью. Единство измерений в машиностроении обеспечивает взаимозаменяемость изделий, например деталей, изготовляемых по одному чертежу.
Точность - это качество измерений, отражающее близость их результатов к истинному значению измеряемой величины.
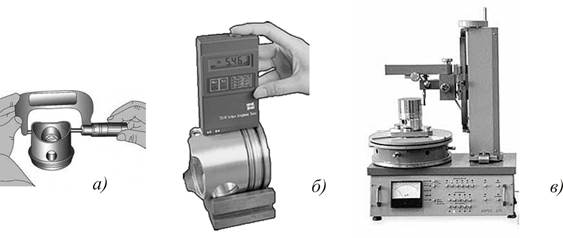
Рис. 17.1. Процессы ручного контроля: линейного размера микрометром (а); шероховатости поверхности ручным профилометром (б); отклонения формы цилиндрической поверхности кругломером (в);
По степени автоматизации контроль может быть ручным, автоматизированным и автоматическим в зависимости от времени, затрачиваемого на ручные операции.
Ручной контроль – это контроль изделия и (или) технологического процесса, при котором управление процессом осуществляется с участием человека.
Контроль осуществляется путем оценки каждого в отдельности параметра контролируемого объекта (например, отклонения от цилиндричности поверхности, или отклонения от заданных конструктором размеров).
На рис. 17.1 показаны процессы ручного контроля с использованием измерительных инструментов.
Автоматический контроль – это контроль изделия и (или) технологического процесса, при котором управление процессом осуществляется без непосредственного участия человека. Контроль может осуществляться путем оценки каждого в отдельности элемента контролируемого объекта (элементный контроль) или одновременной оценки комплекса элементов, определяющих его качество (комплексный контроль).
Автоматический контроль устанавливает соответствие между состоянием объекта контроля и заданной нормой. Автоматический контроль освобождает человека от утомительных рутинных операций. При автоматическом контроле отклонения за пределы установленной нормы вызывают предупредительный, аварийный или другие сигналы.
Система автоматического контроля (САК) – это комплекс устройств, осуществляющих автоматический контроль одной или нескольких измеряемых величин, требующие значительной обработки измерительной информации для суждения об отклонении от установленной нормы и принятия решения: «соответствует норме – не соответствует норме».
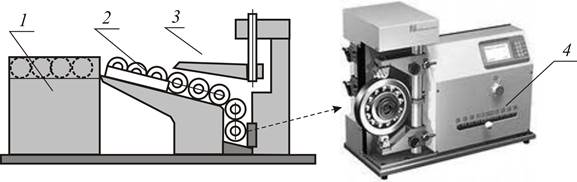
Рис. 17.2. Процесс автоматического контроля размеров подшипников: 1 - бункер, 2 - детали, 3 - транспортирующее устройство, 4 - измерительное устройство
Контролируемые детали в достаточном для бесперебойной работы автомата количестве помещают в бункер (обычно в беспорядке, «навалом»), который производит их первичную ориентацию и выдает в определенной последовательности. Ориентированные в пространстве детали по лотку попадают в магазин-накопитель, откуда через определенные промежутки времени выдаются механизмом поштучной выдачи на транспортирующее устройство автомата или непосредственно на его измерительное устройство (в зависимости от конструкции автомата) (рис. 17.2).
По методу исполнения контрольные процессы в машиностроении делят на: неразрушающий контроль и разрушающий контроль.
· Неразрушающие методы контроля или дефектоскопия – это обобщающее название методов контроля материалов (изделий), используемых для обнаружения нарушения сплошности или однородности макроструктуры, отклонений химического состава и других целей, не требующих разрушения образцов материала или изделия в целом. Классификация неразрушающих методов контроля представлена на (рис. 17.3).

Рис. 17.3. Неразрушающие методы контроля
Рассмотрим некоторые из методов.
· Акустические методы основаны на регистрации колебаний, возбуждаемых или возникающих в контролируемом объекте (рис. 17.4). Их применяют для обнаружения поверхностных и внутренних дефектов (нарушений сплошности, неоднородности структуры, межкристаллитной коррозии, дефектов склейки, пайки, сварки и т.п.) в деталях и изделиях, изготовленных из различных материалов.
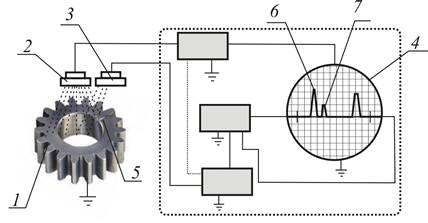
Рис. 17.4. Схема дефектоскопии «звуковое эхо» (принцип отраженных ультразвуковых волн): 1- контролируемая деталь, 2 - приемный щуп, 3 - пьезоизлучатель, 4 - электроннолучевая трубка, 5 - дефект, 6 - начальный импульс, 7 - импульс, отраженный от дефекта
· Капиллярные методы основаны на капиллярном проникновении капель индикаторных жидкостей в полости поверхностных дефектов. При контроле этими методами на очищенную поверхность детали наносят проникающую жидкость, которая заполняет полости поверхностных дефектов. Затем жидкость удаляют, а оставшуюся в полостях дефектов часть обнаруживают с помощью проявителя, который образует индикаторный рисунок.
· Магнитные методы контроля основаны на регистрации магнитных полей рассеяния, возникающих над дефектами, или на определении магнитных свойств контролируемых изделий. Эти методы позволяют обнаружить дефекты типа несплошности материала (трещины, раковины) (рис. 17.5).
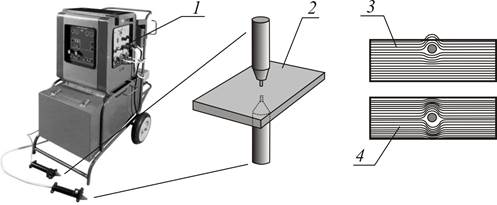
Рис. 17.5. Процесс магнитной дефектоскопии: 1- магнитный дефектоскоп; 2 - контролируемая деталь; 3,4 - магнитные поля дефектов
· Оптические методы контроля основаны на взаимодействии светового излучения с контролируемым объектом. Оптические методы широко применяют из-за большого разнообразия способов получения первичной информации о наличии наружных дефектов независимо от материала контролируемого изделия.
· Радиоволновые методы основаны на регистрации параметров электромагнитных волн радиодиапазона, взаимодействующих с объектом.
· Тепловые методыоснованы на регистрации изменений тепловых или температурных полей. Они применимы к любым материалам.
· Методы контроля течеисканием основаны на регистрации индикаторных жидкостей и газов, проникающих в сквозные дефекты. Их применяют для контроля герметичности работающих под давлением сварных сосудов, баллонов, трубопроводов, топливной и гидроаппаратуры, масляных систем силовых установок и т.п.
· Электрические методы основаны на регистрации параметров электрического поля, взаимодействующего с объектом. Первичными информативными параметрами является электрическая емкость или потенциал.
· Радиационные методы контроля основаны на регистрации и анализе проникающего ионизирующего излучения (рис. 17.6). Используется рентгеновское, гамма-излучение, потоки нейтрино и т.д. Проходя через толщу изделия, проникающие излучения по-разному ослабляются в дефектном и бездефектном сечениях и несут информацию о внутреннем строении вещества и наличии дефектов внутри изделия. Эти методы используются для контроля сварных и паяных швов, отливок, проката и т.п.
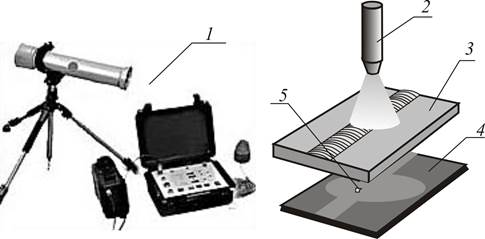
Рис. 17.6. Типовая схема дефектоскопии излучением: 1- рентгеноскоп, 2 - источник излучения, 3 - деталь, 4 - плоскость проекции результатов, просвечивания, 5 - дефект
· Термоэлектрический метод применяют для контроля химического состава материала. Например, нагретый до постоянной температуры медный электрод прижимают к поверхности изделия и по возникающей разности потенциалов определяют марку стали, титана, алюминия или другого материала.
· Электромагнитный метод (вихревых токов) основан на регистрации изменений взаимодействия электромагнитного поля.
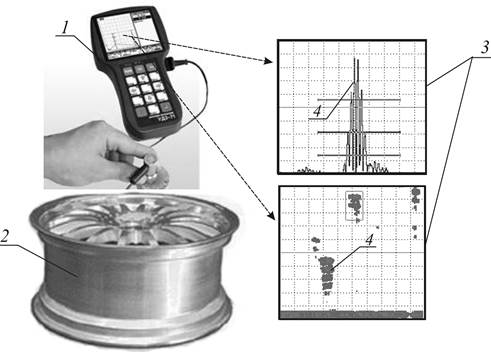
Рис. 17.7. Типовая схема дефектоскопии электромагнитным методом: 1- прибор, 2 - деталь, 3 - показания экрана прибора, 4 - дефект
Его применяют для обнаружения поверхностных дефектов в магнитных и немагнитных деталях и полуфабрикатах. Метод позволяет обнаруживать нарушения сплошности (в основном трещины) на различных по конфигурации деталях (рис. 17.7).
К разрушающим методам контроля относятся способы испытания контрольных образцов с целью получения необходимых характеристик контролируемого объекта. Эти методы могут применяться как на контрольных образцах, так и на отрезках, вырезанных из самого объекта. В результате разрушающих методов контроля проверяют правильность подобранных материалов, выбранных режимов и технологий. Общая классификация методов разрушающего контроля показана на рисунке 17.8.

Рис. 17.8. Общая классификация методов разрушающего контроля
Механические испытания являются одним из основных методов разрушающего контроля. По их данным можно судить о соответствии основного материала и сварного соединения техническим условиям и другим нормативам, предусмотренным в данной отрасли.
К механическим испытаниям относят следующие испытания:
- на статическое растяжение,
- на статический и ударный изгиб(рис. 17.9),
- определения твердости.
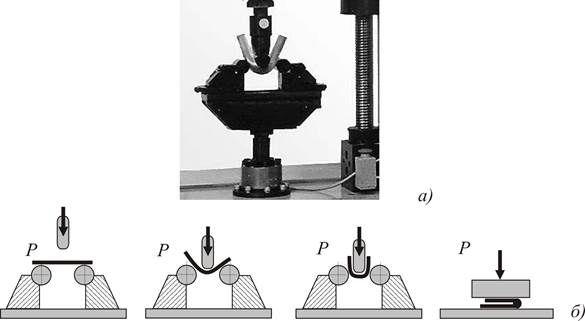
Рис. 17.9. Испытания на изгиб: испытательный стенд (а); этапы испытания (б)
Металлографические исследования проводят для установления структуры металла, качества сварного соединения, выявляют наличие и характер дефектов. По виду излома устанавливают характер разрушения образцов, изучают макро- и микроструктуру.
· Макроструктурный анализ определяет расположение видимых дефектов и их характер, а также макрошлифы и изломы металла. Его проводят невооруженным глазом или под лупой с 20-ти кратным увеличением.
· Микроструктурный анализ проводится с увеличением в 50-2000 раз с помощью специальных микроскопов. При этом методе можно обнаружить окислы на границах зерен, пережог металла, частицы неметаллических включений, величину зерен металла и другие изменения в его структуре, вызванные термической обработкой (рис. 17.10).

Рис. 17.10. Микроструктурный анализ причин и разрушения фрезы: разрушенная фреза (а); микроскоп (б); видимые дефекты металла, приведшие к разрушению
Контрольные вопросы к лекции 17:
1. Что является критериями высокого качества деталей машин. Что измеряют в машиностроении.
2. Дайте определение понятию «единство» измерений.
3. Дайте определение понятию «точность» измерений.
4. Классифицируйте методы контроля по степени автоматизации. Приведите примеры.
5. Классифицируйте методы контроля по исполнению. Приведите примеры.
6. Классифицируйте неразрушающие методы контроля.
7. Опишите процедуру капиллярного контроля. Для чего предназначен капиллярный контроль.
8. Опишите процедуру акустического контроля. Для чего предназначен акустический контроль.
9. Опишите процедуру радиационного контроля. Для чего предназначен радиационный контроль.
10. Дайте классификацию разрушающих методов контроля в машиностроении.
11. С какой целью проводят механические испытания. Что относят к механическим испытаниям.
Лекция 18. Основные понятия о технологической подготовке производства
· Разработка технологического процесса, как основной этап создания изделия
· Порядок оформления технологичной документации
· Направления совершенствования ТПП
Напомним содержание лекции 1. Любое изделие, которое нужно изготовить (произвести) называется объектом производства. На предприятии обычно различают основное и вспомогательное производство. В основном производстве изготавливают изделия, которые составляют продукцию предприятия - например, станки. Во вспомогательном производстве изготавливаются изделия, которые необходимы для производства основной продукции предприятия (приспособления, штампы, пресс-формы и др.). Все изделия, как основного, так и вспомогательного производства, являются объектами производства.
Процесс создания любого нового изделия основного производства включает в себя ряд последовательных этапов (рис. 18.1).
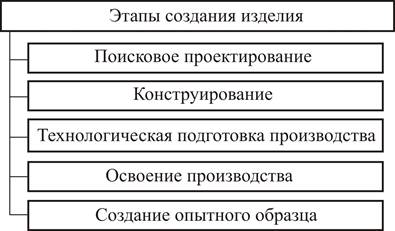
Рис. 18.1. Этапы создания изделия.
1. Поисковое проектирование. На этом этапе производится анализ потребности рынка в данном изделии, исследуются конкурирующие аналоги, оцениваются временные и финансовые затраты для начала производства изделия, планируется серийность (годовой объем выпуска) изделия и устанавливаются его основные технические характеристики, оценивается возможная прибыль предприятия.
Результаты обоснования необходимости выпуска нового изделия оформляются в виде Технического задания на разработку проекта изделия. Техническое задание регламентирует состав, структуру и технические характеристики изделия. Отдельный его раздел - Технико-экономическое обоснование - посвящен экономическим вопросам. В поисковом проектировании принимают участие ведущие специалисты предприятия - сотрудники отдела маркетинга, конструкторы технологи, экономисты. К работе могут привлекаться также отдельные специалисты или коллективы специалистов других фирм.
2. Конструирование. На данном этапе осуществляется детальная разработка конструкции изделия. Структура, состав и геометрические параметры изделия должны соответствовать техническому заданию и обеспечивать требуемые эксплуатационные характеристики изделия. Важно спроектировать изделие так, чтобы его можно было изготовить наиболее простым образом и с минимальными затратами (разумеется, не в ущерб качеству). Если это требование выполнено, то говорят о технологичности изготовления изделия.
Результаты конструирования оформляются в виде комплекта конструкторской документации. Он включает в себя деталировочные и сборочные чертежи, спецификации и другие документы. Чертежи выполняются в соответствии с действующими стандартами (в России используется стандарт ЕСКД, на западе обычно применяются стандарты ISO и ANSI).
В настоящее время в конструкторскую документацию могут включаться компьютерные модели деталей и сборочных единиц изделия.
3. Технологическая подготовка производства. Данный этап состоит в обеспечении технологической готовности предприятия к выпуску данного изделия, при соблюдении требований к качеству, срокам и объемам выпуска, а также с учетом запланированных затрат.
Технологическая подготовка производства (ТПП) включает:
· обеспечение технологичности изделия (включая технологичность конструкции изделия и технологичность выполнения работ при его изготовлении, эксплуатации и ремонте);
· разработку и внедрение технологических процессов (механообработки, сборки, штамповки, литья, термообработки и др.) для изготовления деталей и узлов изделия;
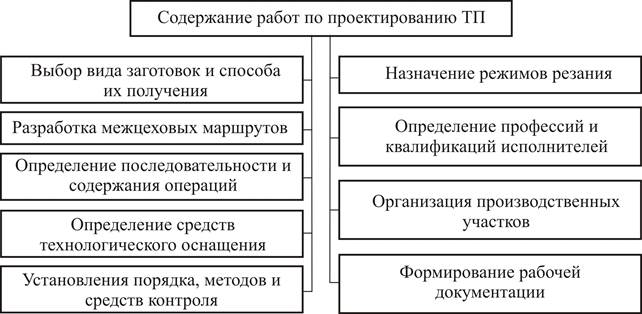
Рис. 18.2. Элементы содержания работ по проектированию технологических процессов
· проектирование и изготовление необходимого нестандартного оборудования и средств технологического оснащения (приспособлений, пресс-форм, штампов, специального режущего и мерительного инструмента);
· управление процессами ТПП.
Содержание работ по проектированию технологических процессов складывается из следующих элементов, выполняемых технологическими службами предприятия в определенной последовательности (рис.18.2).
· Выбора вида заготовок (процессов их получения). Например, для детали «втулка» в качестве заготовки выбираем пруток из стали определенной марки диаметром 20 мм. и длиной 25 мм. Такие размеры заготовки позволяют получить деталь диаметром 18 мм. и длиной 24 мм. Такой пруток является стандартной продукцией металлургического производства и широко представлен на рынке черных металлов (рис. 18.3).
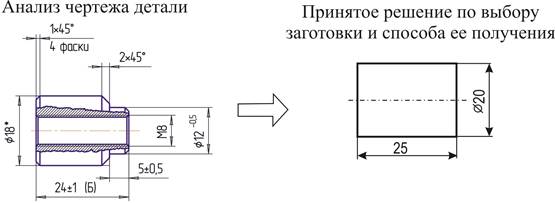
Рис 18.3. Выбор заготовки
· Разработки межцеховых маршрутов (определение пути, который пройдет заготовка, прежде чем превратится в деталь и станет частью сборочной единицы или изделия). Например: склад материалов → цех механической обработки → сборочный цех
· Определения последовательности и содержания технологических операций. Например: разрезка прутка на мерные заготовки → подрезка торца 1→ точение по цилиндрической поверхности → сверление отверстия → нарезание внутренней резьбы → отрезка → подрезка торца 2.
· Определения, выбора и заказа средств технологического оснащения. Например: станок токарно-винторезный 16К20 → патрон трехкулачковый → конуса задней бабки → резцы проходной, подрезной, отрезной → сверло Ø 6,9 мм → метчик М 8.
· Установления порядка, методов и средств технического контроля качества. Например: ручной контроль с использованием штангенциркуля
· Назначения и расчета режимов резания. Например: с учетом обрабатываемого и инструментального материалов и припусков на обработку устанавливают скорость резания (частоту вращения шпинделя станка), величины подач инструмента, глубину резания и т.п. Например, V = 150 м/мин, S = 0,07 мм/об, t = 0, 2 мм.
· Технического нормирования операций производственного процесса. Производят расчет времени, затраченного на данную операцию. Например: Т осн. = 22 мин.,
· Определения профессий и квалификации исполнителей. Например: токарь 1 разряда.
· Организации производственных участков (поточных линий). Предлагается рациональная расстановка оборудования в помещении цеха, с целью сокращения времени на транспортировку.
· Формирования рабочей документации на технологические процессы в соответствии с ЕСТД.
Технологическая документация — основной источник информации для организации, управления и регулирования производственного процесса на каждом предприятии. Она сопровождает изделие в течение всего жизненного цикла и заканчивает свое существование при списании изделия, пройдя предварительно этапы проектирования, производства, эксплуатации и ремонта.
В машиностроении технологическая документация решает две основные задачи (рис. 18.4).
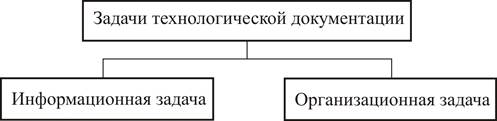
Рис. 18.4. Задачи технологической документации
Решая информационную задачу, технологическая документация:
· обеспечивает изготовление деталей и сборочных единиц;
· служит средством организации труда рабочих;
· несет информацию для служб управления производством для определения себестоимости изделия и его сборочных единиц, производительности труда, производственной мощности и загрузки оборудования участков, цехов и предприятий в целом;
· является носителем информации о нормах расхода материалов;
· обеспечивает планирование и подготовку производства и т.д.
При решении организационной задачи технологическая документация:
· связывает определенным образом участников производства (исполнителя, мастера, технолога);
· устанавливает определенные отношения между различными участками производства (инструментальное хозяйство, основное и вспомогательное производство);
· выполняет функцию организационной документации.
ГОСТ 3.1102 устанавливает стадии разработки и виды документов, применяемых для технологических процессов изготовления (сборки) изделий машиностроения. Состав применяемых видов документов определяется разработчиком документов в зависимости от стадий разработки, типа и характера производства. Из всего перечня документов, регламентируемого стандартом, рекомендуется применять:
- маршрутные карты (МК),
- операционные карты (ОК),
- карты технологического процесса (КТП),
- Маршрутная карта (рис. 18.5, а)– это документ, указывающий последовательность прохождения заготовок, деталей или сборочных единиц по цехам и производственным участкам предприятия.
- Операционная карта (рис. 18.5, б) – это документ, указывающий последовательность прохождения заготовки, детали или сборочной единицы по переходам в рамках одной операции на рабочем месте в цехе участкам предприятия.
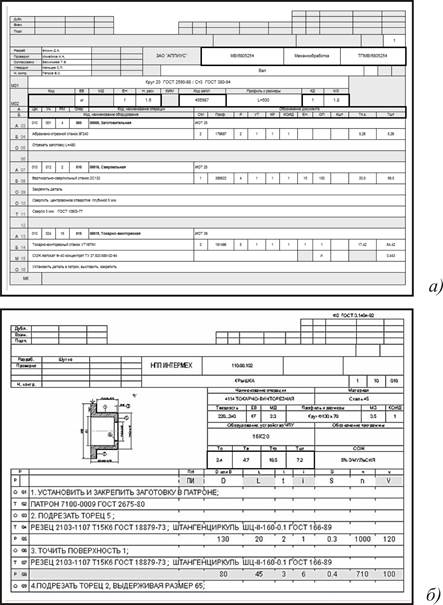
Рис. 18.5. Фрагменты технологической документации: маршрутной карты (а), операционной карты (б)
Одним из направлений сокращения трудоемкости и продолжительности ТПП является использование технологической унификации и стандартизации. К основным ее направлениям относятся:
- типизация и нормализация технологических процессов;
- унификация технологической документации;
- групповые методы обработки деталей;
- унификация оборудования и технологической оснастки.
· Под типизацией технологических процессов понимается система их рациональной разработки, основанной на создании групп конструктивно-технологически подобных деталей или сборочных единиц.
Типизация (ТТП) обеспечивает: упорядочение существующей технологии; внедрение прогрессивных методов обработки и сборки; использование высокопроизводительной, быстропереналаживаемой оснастки и оборудования; использование принципов поточного производства в организации производственных процессов серийного и мелкосерийного производств; внедрение гибкого автоматизированного производства; значительное снижение трудоемкости разработки технологических процессов, а вместе с тем и сокращение сроков ТТП.
· Нормализация технологических процессов (НТП) дополняет ТТП.
В распоряжении технологов имеются технологические нормали на используемые исходные материалы, режимы и методы обработки, геометрические элементы конструкций припуски, допуски, уклоны на штамповке и др.
· Унификация оборудования и технологической оснастки позволяет использовать ее при смене объектов производства, повысить коэффициент загрузки оснастки и ее эффективность, предоставляя возможность вести обработку деталей большими партиями.
Одним из решающих направлений совершенствования ТПП является создание и эффективное использование автоматизированных систем, основанных на широком использовании ЭВМ.
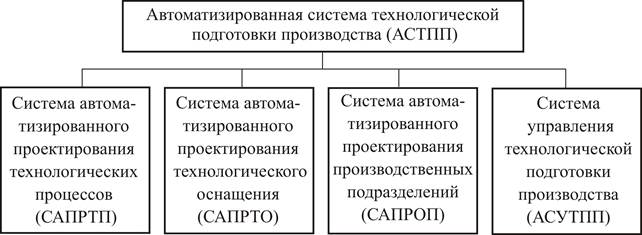
Рис. 18.6. Структура автоматизированной системы технологической подготовки производства
Автоматизированная система технологической подготовки производства (АСТПП) является подсистемой АСУП (автоматизированной системы управления предприятием) и состоит из функциональных подсистем более низкого уровня, выделенных в соответствии с задачами, решаемыми в процессе ТПП (рис. 18.6).
Экономический эффект при автоматизированном проектировании достигается как за счет:
· снижения трудоемкости самого процесса проектирования,
· использования резервов в технологических процессах, таких как повышение качества изделий, уменьшение расхода инструментов, уменьшение отходов и т. п.
· за счет оптимизации принимаемых решений, таких как оптимизация раскроя материала, оптимизация режимов резания, оптимизация распределения припусков.
4. Создание опытного образца. Этот этап имеет своей целью проверку качества принятых конструкторских и технологических решений путем испытаний опытного образца изделия. По результатам испытаний могут быть внесены изменения как в конструкторскую документацию (то есть в конструкцию изделия), так и в разработанные технологические процессы.
5. Освоение производства. На данном этапе предприятие должно выйти на намеченные объемы выпуска изделия, стабилизировать качество продукции и добиться заданной трудоемкости на всех стадиях производства. Здесь может понадобиться освоение дополнительных производственных мощностей, совершенствование технологических процессов, повышение численности и квалификации персонала.
Этапы создания нового изделия являются элементами Жизненного Цикла Изделия (ЖЦИ), который охватывает все стадии жизни изделия - от изучения рынка перед проектированием до утилизации изделия после использования.
Дата добавления: 2015-06-27; просмотров: 11282;