Общие сведения об устройстве консольно-фрезерных станков
В главе VI дано подробное описание фрезерных станков. В этой статье рассмотрим основные узлы консольно-фрезерных станков и правил ухода за ними. В зависимости от расположения шпинделя консольно-фрезерные станки делятся на горизонтальные и вертикальные.
Горизонтально-фрезерные станки характеризуются горизонтальным расположением шпинделя и наличием у станка трех взаимно перпендикулярных движений - продольного, поперечного и вертикального. Горизонтально-фрезерные станки делятся на две разновидности - простые и универсальные. В универсальных горизонтально-фрезерных станках рабочий стол помимо указанных перемещений может еще поворачиваться вокруг вертикальной оси на угол до 45° в каждую сторону. Для установки стола на требуемый угол к оси шпинделя между салазками и рабочим столом имеется поворотная часть, на периферии которой нанесены градусные деления.
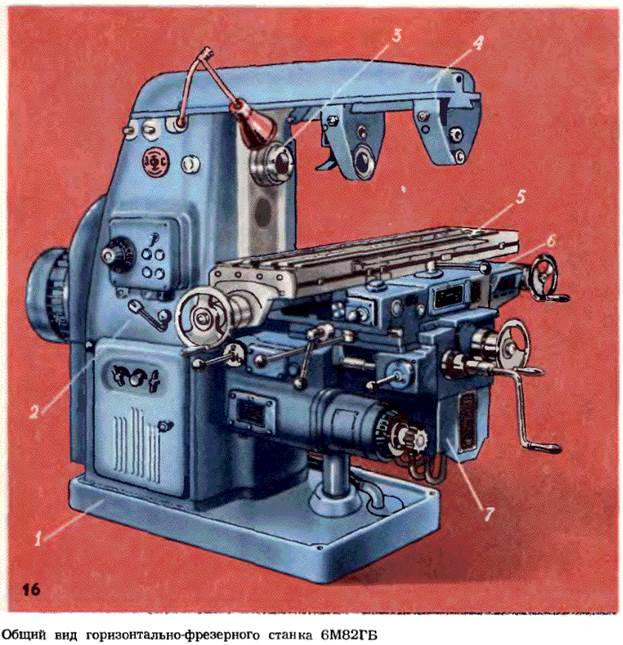
На рис. 16 показан общий вид горизонтально-фрезерного станка 6М82ГБ. Основными узлами станка являются: основание 1, станина 2, хобот 4, консоль 7, салазки 6, стол 5, коробка скоростей с рабочим шпинделем 3, коробка подач.
Станина станка служит для крепления всех узлов и механизмов станка. Хобот перемещается по верхним направляющим станины и служит для поддержания при помощи серьги конца фрезерной оправки с фрезой. Он может быть закреплен с различным вылетом. Для увеличения жесткости крепления хобота применяют поддержки, которые связывают хобот с консолью
Консоль представляет собой отливку коробчатой формы с вертикальными и горизонтальными направляющими. Вертикальными направляющими она соединена со станиной и перемещается по ним. По горизонтальным направляющим перемещаются салазки. Консоль закрепляется на направляющих специальными зажимами и является базовым узлом, объединяющим все остальные узлы цепи подач и распределяющим движение на продольную, поперечную и вертикальную подачи. Консоль поддерживается стойкой, в которой имеется телескопический винт для ее подъема и опускания.
Стол монтируется на направляющих салазок и перемещается по ним в продольном направлении. На столе закрепляют заготовки, зажимные и другие приспособления. Для этой цели рабочая поверхность стола имеет продольные Т-образные пазы.
Салазки являются промежуточным звеном между консолью и столом станка. По верхним направляющим салазок стол перемещается в продольном направлении, а нижняя часть салазок вместе со столом перемещается в поперечном направлении по верхним направляющим консоли.
Шпиндель фрезерного станка служит для передачи вращения режущему инструменту от коробки скоростей. От точности вращения шпинделя, его жесткости и виброустойчивости в значительной мере зависит точность обработки.
Коробка скоростей предназначена для передачи шпинделю станка различных чисел оборотов. Двигатель станка расположен на станине.
Коробка подач служит для передачи столу различных величин подач в продольном, поперечном и вертикальном направлениях. Привод механизма подачи расположен внутри консоли и приводится в движение от отдельного электродвигателя. В отличие от приводов главного движения приводы подач являются тихоходными.
Вертикально-фрезерные станки характеризуются вертикальным расположением шпинделя и предназначены главным образом для работы торцовыми, концевыми и шпоночными фрезами.
Основными узлами вертикально- фрезерных станков модели 6М12П являются: основание, станина, поворотная шпиндельная головка, консоль, стол, салазки, коробка скоростей с рабочим шпинделем и коробка подач. Назначение узлов такое же, как и у горизонтально фрезерных станков. В вертикально- фрезерных станках нет хобота. Поворотная головка крепится к горловине станины и может поворачиваться в вертикальной плоскости на угол от 0 до 45° в обе стороны.
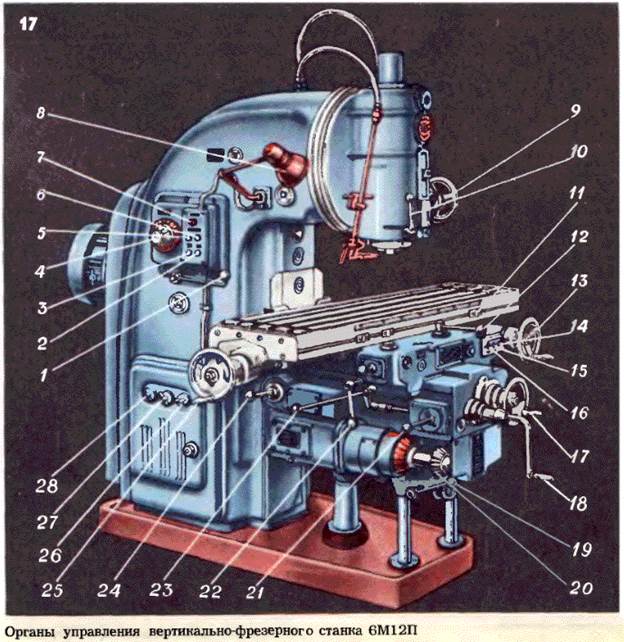
На рис 17 показаны органы управления вертикально фрезерного станка 6М12П. В станке предусмотрено дублирование управления. Органы управления расположены на передней панели станка и с левой стороны. Включение вращения шпинделя осуществляется спереди кнопкой 15, а с левой стороны - кнопкой 5, выключение вращения шпинделя - кнопкой 6. Импульсное (кратковременное) включение шпинделя производится кнопкой 3. Переключение шпинделя на требуемое число оборотов производят рукояткой 1. Требуемое число оборотов устанавливают поворотом лимба 4, ориентируясь по стрелке-указателю чисел оборотов шпинделя. Направление вращения шпинделя изменяют переключателем 26. Шпиндель станка смонтирован в поворотной головке, которая поворачивается в вертикальной плоскости на угол 45° в любую сторону. Шпиндель представляет собой двухопорный вал, смонтированный в выдвижной гильзе. Выдвижение гильзы вместе со шпинделем производят маховичком 9, а зажим - рукояткой 10.
Включение освещения станка (лампа 8) осуществляется переключателем 7, а включение насоса охлаждения - переключателем 27. Управление движениями стола осуществляется рукоятками, направление поворота которых совпадает с направлением движения стола. Переключение подач осуществляется с помощью грибка 20 и лимба переключения подач. При этом нажимают кнопку грибка, а пластмассовый грибок отводят на себя до отказа. Затем вращают за грибок лимб и устанавливают требуемую величину подачи. Лимб можно вращать в любую сторону. Включение продольной подачи стола осуществляется рукояткой 12 или 23 (дублирующая).
Включение вертикальной и поперечной подачи производится рукояткой 21 или 24 (дублирующая). Для настройки станка на автоматические циклы перемещения стола применяют кулачки 11. Быстрое перемещение стола в продольном, поперечном и вертикальном направлениях осуществляется кнопкой 2 или 16 (дублирующая). Ручное перемещение стола в продольном направлении осуществляется маховичками 13 и 25 (дублирующий), а в поперечном - маховичком 17.
Ручное вертикальное перемещение стола производится рукояткой 18. Консоль на поддерживающих стойках крепится рукояткой 19, салазки на консоли - рукояткой 22. При нажатии на кнопку 14 (стоп) происходит отключение двигателя от сети и торможение шпинделя. Выключение станка от сети производится главным выключателем 28.
Дата добавления: 2015-03-07; просмотров: 4327;