Классификация фасонных резцов.
1. Назначение и особенности конструкции.
Обрабатываемые поверхности деталей (как наружные, так и внутренние) относят к фасонным, если они образованы криволинейной образующей, комбинацией прямолинейных образующих, расположенных под различными углами к оси детали, или комбинацией криволинейных и прямолинейных образующих.
На токарных станках фасонные поверхности получают:
– используя ручную поперечную и продольную подачу резца относительно заготовки с подгонкой профиля обрабатываемой поверхности по шаблону;
– обработкой фасонными резцами, профиль которых соответствует профилю готовой детали;
– используют поперечную и продольную подачу резца относительно заготовки, а также приспособления и копирные устройства, позволяющие обработать поверхность заданного профиля;
– путем комбинирования перечисленных выше методов для повышения точности и производительности обработки.
Фасонные поверхности на длинных деталях, заданный профиль которых получается с помощью шаблона, копира, приспособления и т. п., обрабатывают проходными резцами из быстрорежущей стали или твердосплавными.
Фасонные резцы применяют для обработки деталей с различной формой образующей. По сравнению с обычными резцами они обеспечивают
– идентичность формы,
– точность размеров детали, которая зависит в основном от точности изготовления резца,
– высокую производительность благодаря одновременной обработке всех участков фасонного профиля детали
– большую экономию машинного времени.
Резцы удобны в эксплуатации благодаря простоте переточки по передней поверхности.
Фасонные резцы используют на токарных и револьверных станках, автоматах и полуавтоматах. Резцы проектируют для обработки конкретной детали. Их применение экономически оправдано при крупносерийном и массовом производстве.
2. Классификация фасонных резцов.
Фасонные резцы классифицируют по следующим признакам:
1) По форме: стержневые, призматические, круглые.
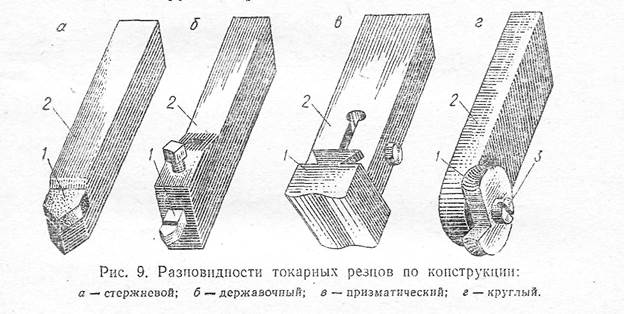
Стержневые резцы можно устанавливать в резцедержателях универсальных станков. Недостатком их является уменьшение высоты рабочей части после переточки, компенсируемое подкладками. Они имеют малое число переточек. Их заднюю поверхность шлифуют под углом α=10…120.
Призматические фасонные резцы имеют большее число переточек. Их вершину в осевой плоскости заготовки устанавливают регулировочным винтом. Крепление и базирование резца в резцедержателе осуществляется с помощью хвостовика типа ласточкин хвост. Недостаток призматических резцов – невозможность обработки внутренних фасонных поверхностей.
Круглые фасонные резцы применяют для обработки как наружных, так и внутренних фасонных поверхностей. Они более технологичны, чем призматические, т.к. представляют собой тела вращения, и допускают большое число переточек и стачиваются до остаточной по условию прочности величины.
2) По установке относительно заготовки:
- радиальные;
- тангенциальные.
Вершина радиального резца устанавливается в осевой плоскости заготовки, а подача осуществляется в направлении ее оси.
Вершина тангенциального резца устанавливается по касательной к минимальному радиусу обрабатываемой заготовки. Тангенциальными резцами можно обрабатывать нежесткие заготовки большой длины.
3) По расположению оси отверстия или базы крепления резца:
- с параллельным расположением оси или базы крепления резца относительно оси заготовки;
- с наклонными расположением оси отверстия или базы крепления резца.
Подача резцов осуществляется в направлении, перпендикулярном к базам установки резца.
4) По форме образующих фасонных поверхностей:
- с кольцевыми образующими;
- с винтовыми образующими.
Винтовые образующие позволяют увеличить задние углы резца при обработке с радиальной подачей заготовок, имеющих прямолинейные участки, перпендикулярные к ее оси.
5) По расположению передней поверхности:
- с положительным (или равным нулю) передним углом;
- с положительным передним углом и углом λ наклона режущей кромки.
Такие резцы позволяют увеличить точность обработки деталей, имеющих конические участки.
6) По конструкции:
- цельные;
- составные, например, с припаянными пластинами из твердого сплава.
Величина переднего угла γ у фасонных резцов зависит от обрабатываемого материала:
γ =20-30 градусов (для алюминия и меди);
γ =20 градусов (для мягкой стали);
γ =15 градусов (для стали средней твердости);
γ =10 градусов (для твердой стали и мягкого чугуна);
γ =5 градусов (для труднообрабатываемой стали и твердого чугуна);
γ =0 градусов (для бронзы и латуни).
Задний угол a выбирается в зависимости от конструктивных особенностей резцов:
a=10-15 градусов для дисковых фасонных резцов
a=12-14 градусов для призматических фасонных резцов.
Приведенные значения γ и a относятся только к наружным точкам профиля резца; с приближением к центру дискового фасонного резца передний угол уменьшается, а задний - увеличивается. Размеры рабочей части и высота профиля круглых и призматических фасонных резцов должны соответствовать профилю, который получается при пересечении фасонной поверхности детали с передней поверхностью резца. На одном из торцов круглого фасонного резца выполняют зубцы, с помощью которых резец надежно закрепляют в резцедержателе станка и при заточке. Ширина фасонных резцов не превышает 40-60 мм и зависит от жесткости системы СПИД и радиального усилия резания.
Дата добавления: 2015-02-23; просмотров: 6243;