Примеры хрупких разрушений
На рисунке 7.8  представлены примеры неудовлетворительного или неудачного проектирования и изготовления сварных соединений, которые явились очагами разрушений при низких температурах.
представлены примеры неудовлетворительного или неудачного проектирования и изготовления сварных соединений, которые явились очагами разрушений при низких температурах.
На рисунке 7.8, а...г показаны элементы, которые перед сваркой не были соединены между собой. На рисунке 7.8, д...ж элементы были пред-варительно сварены, но имели непровар, от которого распространилась трещина. Стыковое соединение на рис. 7.8, к имело непровар в корне шва. На рисунке 7.8,з окно, образованное газовой резкой, имело острый угол. На рисунке 7.8,и процесс сварки остановлен на листе, в результате чего произошел надрез от подплавления, и от него возникла трещина. На ри- сунке 7.8, л электрошлаковый шов 1 выполнен последним в жестком кон-туре. На рисунке 7.8, м шов 3 пересекает листовой элемент 1, в котором было расслоение металла 4. От расслоения возникла трещина в шве и в зо-не растягивающих напряжений листа 2. Трещины на рисунке 7.8, а…г по-казаны волнистыми линиями.
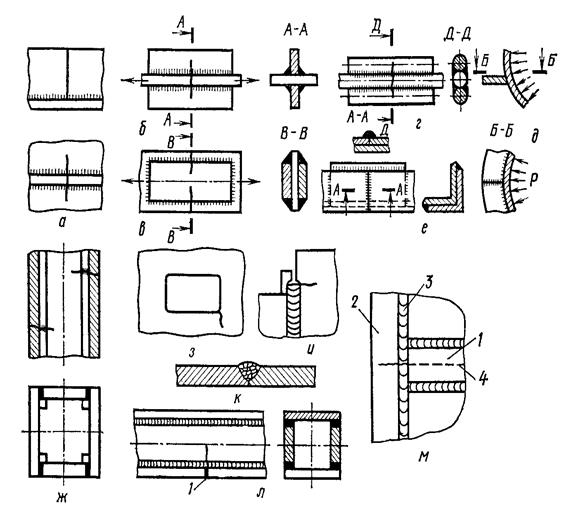
Рисунок 7.8 – Примеры разрушений в сварных конструкциях
7.6 Методы повышения хладостойкости сварных соединений
1 Используются такие сварочные материалы, которые при оптималь-ных режимах сварки и последующей термической обработке дают металл шва, не уступающий по хладостойкости основному металлу.
2 Осуществляется выбор режима сварки, обеспечивающий достаточ-ную хладостойкость зон термического влияния (ЗТВ). Стремление умень- шить ЗТВ и разупрочнения в диапазоне температур высокого отпуска при-водит к необходимости сваривать при малых погонных энергиях, которые, в свою очередь, создают высокие скорости охлаждения и вызывают силь-ную закалку в зоне перекристаллизации. Применение последующего от- пуска может облегчить задачу выбора режимов сварки. Но высокий от-пуск может реально снизить выносливость сварных соединений. Однако опасность хрупкого разрушения является более существенной, чем неко-торое снижение выносливости, поэтому назначают высокий отпуск. Малые скорости электрошлаковой сварки, позволяющие избежать горячих тре-щин, вызывают сильный рост зерна вблизи линии сплавления. Для восста-новления вязкости металла ЗТВ необходимо проводить нормализацию из-делия с отпуском.
3 Рациональное конструктивное оформление сварных узлов, устране-ние малых радиусов перехода, отсутствие непроваров и применение эф- фективных методов контроля качества позволяют существенным образом повысить сопротивляемость хрупким разрушениям.
4 Выполняется предварительное нагружение конструкции при нор-мальных температурах, когда невозможны хрупкие разрушения. Появле- ние в концентраторах больших пластических деформаций, которые долж-ны были бы возникнуть при низких температурах, увеличивает радиус концентратора и создает после разгрузки в зоне концентратора остаточные сжимающие напряжения. Последующее нагружение при низких темпе-ратурах вызывает незначительные пластические деформации в концентра- торе или не вызывает их вовсе.
Дата добавления: 2015-01-10; просмотров: 1139;