Общие сведения. Термопласты (полиэтилен, винипласт, капрон и др.) можно сваривать
Термопласты (полиэтилен, винипласт, капрон и др.) можно сваривать. При нагревании они переходят сначала в высокопластичное, а затем в вязкотекучее состояние, сравнительно легко сцепляются один с другим и при охлаждении затвердевают, образуя соединение.
Для соединения мягких термопластов (полиэтилен, поливинил-хлоридный пластикат в виде тонких листов) применяют шовную иточечную сварку, а для сварки жестких термопластов (винипласт, полистирол) — сварку с использованием присадочного материала.
Пластмассы сваривают специальной газовой или газоэлектрической горелкой.
На рисунке 12.1, а показана принципиальная схема газовой горелки ГГП-1-56. Работает горелка следующим образом. Открывают ацетиленовый вентиль, и ацетилен попадает в канал 1. Проходя через инжектор 2, он создает разрежение, и через отверстие 3 подсасывается атмосферный воздух. Ацетилено-воздушная смесь при выходе из сопла сгорает, образуя внутри воздушной камеры 5 пламя 4. Одновременно по каналу 6 подается сжатый воздух, который, попадая в воздушную камеру 5, омывает пламя, нагревается и смешивается с горячими продуктами горения ацетилена. Эта смесь и служит для нагревания свариваемой пластмассы при ее сварке.
Газоэлектрическая горелка приведена на рисунке 12.1, б.
Сжатый воздух от баллона или компрессора, пройдя через фильтр 1, поступает в канал 3. В канале 3 воздух нагревается и, выходя из сопла 4, нагревает свариваемую пластмассу и присадочный материал. Нагрев воздуха регулируют реостатом 5, а его расход — вентилем 2
Необходимо по возможности точно устанавливать температуру истекаемых из сопла газов. При низкой температуре нагретого воздуха сварное соединение будет непрочным и легко разрушится. При высокой температуре воздуха, поступающего из горелки, обугливаются кромки сварного соединения, что вызывает разложение пластмассы с выделением едкого газа. Температуру теплоносителя обычно контролируют термопарой.
Чаще всего из всех пластмасс сваривают винипласты. Винипласт переходит в вязкотекучее состояние при температуре 200. . .220°С. При толщине материала более 2. . .3 мм применяют У-образную разделку кромок под сварку.
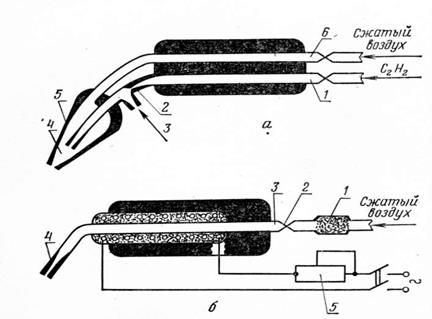
Рис. 12.1. Схема горелок для сварки термопластов горячими газами
а — газовая горелка ГГП-1-56; б — газоэлектрическая горелка.
. Кромки разделки срезают в горячем состоянии. Перед сваркой детали изделия струбцинами, кондукторами и другими приспособлениями фиксируют в требуемом положении. Прихватки при сварке пластмасс не рекомендуются. Сварку начинают с предварительного подогрева места сварки. При нагреве пластмасса приобретает характерный блеск, и это указывает на ее вязкотекучее состояние. Затем конец присадочного прутка вертикально вдавливают в это место с одновременным подогревом его, как показано на рисунке 12.2.
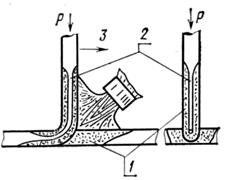
Рис. 12.2. Схема сварки пластмасс:
/ — пластмасса, разогретая до вязкотекучего состояния; 2 — пластмасса, сохранившая эластичное состояние; 3 — направление сварки.
Пруток разогревают по периферии до вязкотекучего состояния, тогда как его стержень (центральная часть) находится в твердом эластичном состоянии, способствуя вдавливанию его и сварке с кромками. При этом кромки и присадочный пруток должны равномерно нагреваться.
Пластмассы легко свариваются во всех пространственных положениях. При практической необходимости сварку проводят в несколько проходов, усиливая тем самым прочностные свойства сварного шва.
Дата добавления: 2015-02-07; просмотров: 1086;