Банкноты

Банкноты печатаются по причинам безопасности только в так называемых "государственных типографиях" и в типографиях, получивших государственную лицензию на такой вид деятельности. В процессе производства при необходимости используются почти все известные способы печати. Так, в большинстве случаев цветной фон печатают офсетным способом или непрямой высокой печатью (Letterset), а также непрямой гравюрой по стали (глубокая печать через резиновый цилиндр). Фон в большинстве своём состоит из искусственно созданных гильошей – регулярных волнообразных или изогнутых линий (рис. 5-1), которые получают на специальных машинах со сложным управлением по математическим описаниям. Фон печатают преимущественно в несколько красок. При этом линейные структуры гильошей накладываются различными красками посегментно.

Рис. 5-1
Пример гильоша (узора)
Фоновая печать выполняется с высокой степенью совмещения цветов между собой, а также лицевой стороны с оборотной. При многокрасочной печати лицевой и оборотной стороны листа необходимо, чтобы образовывались, например, определённые просвечивающиеся эффекты (целой или частичной картинки). Чтобы гарантированно обеспечить степень точности совмещения, были разработаны специальные печатные секции "со сборным цилиндром" или печатные секции "одновременной печати".
В этих устройствах элементы изображения собираются с четырёх формных цилиндров на один резиновый цилиндр (сборный) и затем они одновременно с него переносятся на печатный материал. Печатный лист (рис. 5-2) или печатное полотно (рис. 5-3) проводятся между двумя "сборными" (офсетными) цилиндрами.
Этот способ гарантирует, что однажды установленное совмещение между всеми восемью печатными формами в течение длительного времени печати будет оставаться неизменным. Влияние различной влажности или деформации бумаги не имеет значения. Печать начинается только в том случае, если получено промежуточное, устойчиво приведенное изображение на стабильной поверхности резинового цилиндра. Предпосылкой для постоянного высокоточного совмещения (в пределах менее 0,04 мм) является и то, что в печатной машине цилиндры имеют специальные устройства (например, для обеспечения минимального люфта шестерён). Машина оснащается механизмами для установки и регулирования совмещения по окружности цилиндра и осевой приводки, а также печати на лицевой и обратнойсторонах листа.
Чтобы затруднить подделку банкнот, на отдельные формные цилиндры подается несколько красок. Для этого красочный ящик поперёк направления печати делится на сегменты, отделяющие одну краску от других. Это и дает возможность печати из одного красочного ящика различными красками (так называемая ирисовая печать). Чтобы все эти краски можно было бы запечатывать с высокой точностью их совмещения друг с другом (без стыка) (рис. 5-2 и 5-3), используются два красочных ящика, применяемых попеременно в процессе печати.
В печатном аппарате, согласно рис. 5-2, на трех сегментах офсетного цилиндра собираются все части многокрасочного изображения, которые потом напрямую переносятся на бумагу.
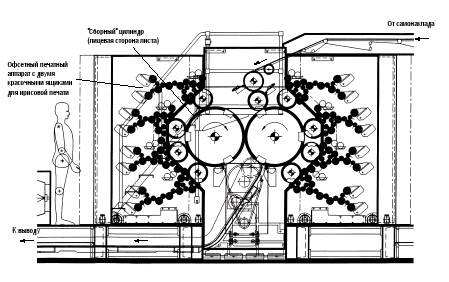
Рис. 5-2
Листовая офсетная печатная машина для печати банкнот, обеспечивающая одновременную печать с лица и оборота (КВА)
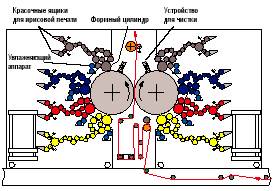
Рис. 5-3
Схема рулонной офсетной машины для печати ценных бумаг (Goebel)
В орловской печати (рис. 5-4) многокрасочное изображение, полученное сначала на "сборном" цилиндре, переносится на печатную форму (форма высокой печати). Затем оно передается на второй офсетный цилиндр. При этом можно печатать, например, многокрасочные резко очерченные гильоши. На схеме машины (рис. 5-4) представлен дополнительный печатный аппарат, при помощи которого наносится однородный фон на ценные бумаги.
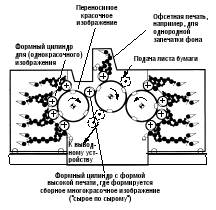
Рис. 5-4
Печатный аппарат для орловской высокоточной многокрасочной печати лицевой стороны банкнот офсетным способом (Super-Simultan 312 (разрез), KBA)
Конфигурация машины, показанной на рис. 5-4, позволяет запечатывать лицевую сторону орловским способом (высокая печать) с одной дополнительной офсетой краской и оборотную сторону – офсетным способом с четырех офсетных печатных аппаратов.
Фоновая печать (выполняемая, например, офсетом) обычно дополняется металлографской печатью со стальной гравюры (глубокий способ печати). Металлографским способом можно печатать многокрасочные оттиски на лицевой и оборотной сторонах листа. Глубокая печать также называется Intaglio; этот термин применяют к металлографской печати банкнот со стальной гравюры.
Оригиналы для изготовления металлографских печатных форм или стальных гравированных цилиндров нарезаются вручную. Эта ручная гравировка является важным элементом в системе защиты от подделки. Затем формы размножаются гальваническим путём для их использования на сборной форме (на пример, 5х7=35 банкнот на печатный лист). Этим способом достигается полная идентичность абсолютно всех печатных банкнотных форм и их соответствие оригиналу, вырезанному резцом (рис. 5-7).
Стальная гравюра для печати банкнот имеет особое значение. Гравированные печатающие элементы имеют глубину до 180 мкм. Гравюрам придается шероховатая поверхность стенок, чтобы они могли удерживать и передавать при печати большее количество краски. При этом на бумагу должна по возможности передаваться вся краска, находящаяся на форме. Между формным и печатным цилиндрами или пресс-цилиндром (Presseur) устанавливается очень большое давление (линейная нагрузка примерно до 10 000 Н/см), чтобы достичь хорошей цветопередачи. Кроме того, для улучшения процесса печати краски подогреваются в красочных ящиках до 50–70 оС. Печатные цилиндры обтянуты специальными тонкими (0,5 мм) резиновыми полотнами.
При металлографской печати осуществляется дополнительное тиснение банкнотной бумаги в местах изображения, свободных от краски. На оттисках образуется выраженное рельефное изображение. Обученные кассиры в банках и магазинах при счёте денег на ощупь чувствуют этот рельеф и очень быстро распознают фальшивые купюры, которые изготовлены без такого тиснения.
На рис. 5-5 представлен печатный аппарат для трехкрасочной глубокой ротационной печати. На гравированный цилиндр по очереди наносятся различные краски. Красочный передаточный валик подает краску согласно фрагменту печатного изображения (для одной краски) и он становится, таким образом, формой высокой печати.
Краски с избытком наносятся на формные цилиндры короткими красочными аппаратами. А так называемый дозирующий валик собирает их избыток с гравюры. Этот валик может служить при однокрасочной печати "сберегающим валиком", посредством которого большая часть краски опять направляется на печатную форму, и печатный процесс снова может продолжаться. Наконец, печатная форма и формный цилиндр очищаются от лишней краски так, чтобы только необходимая для печатного процесса краска оставалась на гравюре.
При выполнении многокрасочной печати со стальной гравюры необходимо, чтобы печатные краски по возможности не смешивались. Это достигается частично вырезанными красочными передаточными валиками. Вырезанные поверхности дополняют друг друга до полной внешней поверхности. Награвированную стальную форму наносятся различные краски и в заключение она, как указывалось выше, очищается. Важно в этой связи то, что непрерывные линии гравюры имеют различные краски, и в таком виде они будут затем перенесены на бумагу.
В печатных аппаратах другой конфигурации при печати способом Intaglio (глубокая печать) краски наносятся сначала с частично вырезанных красочных валиков, фрагментарно на эластичную форму высокой печати (рис. 5-6). Эта форма в свою очередь отдает краски стальной гравированной форме для орловского способа печати (аналогично тому, как показано на рис. 5-4). Поверхность этой формы очищается затем от избыточной краски посредством жидкого раствора так, чтобы на гравюре оставалась краска, достаточная для последующей печати.
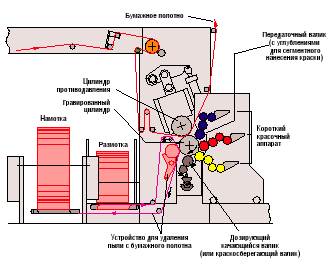
Рис. 5-5
Печатный аппарат для многокрасочной печати со стальных гравюр (с устройством для удаления пыли с бумажного полотна) в рулонной печатной машине (Goebel)
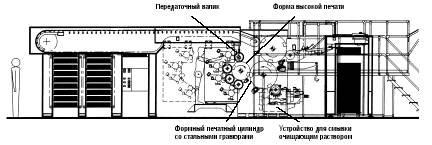
Рис. 5-6
Печатный аппарат для орловской односторонней листовой печати со стальных гравюр с устройством для смывки (Intagliocolor 212, KBA)
На рис. 5-7 представлен фрагмент стальной гравированной формой, отдельные части изображения которой переносятся на банкноты с различной окраской.
Высоковязкие пастообразные печатные краски сушатся горячим воздухом или излучением. Краски для печати денежных знаков изготавливаются по специальной строго засекреченной и охраняемой рецептуре. Они отвечают специфическим требованиям печати, а сами их компоненты должны содержать элементы защиты. Металлография с рельефными изображениями используется многими государственными типографиями для печати особых знаков (например, азбука Брайля, которая помогает слепым определить на ощупь номинал банкнот).
Дата добавления: 2015-02-05; просмотров: 2132;