Мойка установки
При разборке, мойке и сборке не допускать механических повреждений промываемых деталей. После разборной мойки все детали цилиндропоршневой пары должны собираться в том же порядке и положении, в котором они прошли приработку при обкатке.
1. Режимы мойки, дезобработки и стерилизации деталей тракта розлива выполнять в соответствии с требованиями технологии розлива продукта.
2. Разборная мойка цилиндров и поршней:
- включить установку и остановить её, когда поршни займут крайнее нижнее положение;
- отвинтив накидные гайки, снять клапаны 19 (рис. 1) с цилиндров 9;
- ослабить гайки 16 и 17, отвернуть гайки крепления цилиндров;
- опустить цилиндр вниз, вывести его входной штуцер из отверстия кронштейна;
- наклонить цилиндр в сторону и снять его с поршня 8;
- вывернуть поршень из держателя 23;
- отвернуть гайку 17, снять втулку, нажимную шайбу, отметив порядок установки фторопластовых манжет, аккуратно без механических повреждений снять манжеты;
- повторить перечисленные операции с другой цилиндропоршневой парой;
- детали поршней и цилиндры промыть и при необходимости провести их дезинфекцию или стерилизацию;
- просушить или насухо протереть мягкой безворсовой тканью;
- собрать детали и узлы в обратном порядке;
- убедиться в том, что зазор между гайками 16 и 17 составляет
5 – 7 мм.
3. Наладка цилиндропоршневой пары. После сборки цилиндропоршневой пары необходимо добиться герметичности уплотнения поршня в цилиндре. Для этого следует подтянуть поджимную гайку 16 сначала вручную до упора, а затем поворотом ключа примерно на 45°. Проверку герметичности уплотнения поршня следует выполнять при работе установки на продукте, устраняя возможное подкапывание из-под цилиндров путём постепенного подтягивания гайки 16 не более чем на 10…15° за один раз.
Если подтяжкой гайки 16 не удаётся добиться герметичности уплотнения поршня в цилиндре, следует провести повторную мойку цилиндра и поршня.
4. Разборка и мойка клапана:
- отвернуть накидные гайки со стороны шланга и выпускного патрубка (рис. 3), извлечь из корпуса детали клапана в соответствии с рис. 3;
- разобрать гильзу в соответствии с рис. 4;
- промыть детали клапанов, при необходимости провести их дезобработку или стерилизацию;
- просушить или насухо протереть детали мягкой безворсовой тканью.
5. Сборка и наладка клапана.
Сборка ведётся начистой ровной поверхности. Внутренние поверхности клапана и детали должны быть чистыми. На сёдлах гильз и на поверхности шариков не должно быть механических повреждений.
Сборка и наладка клапана производится всоответствии с рис. 3, 4.
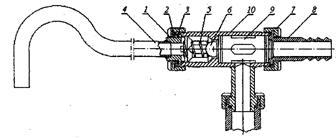
Рис. 3. Схема расположения деталей в корпусе клапана
(разборку клапана вести в очерёдности по номерам позиций на чертеже):
1 – гайка; 2 – кольцо; 3 – прокладка; 4 – патрубок; 5 – пружина; 6 – шарик;
7 – гайка; 8 – ниппель; 9 – гильза; 10 – корпус клапана
 |
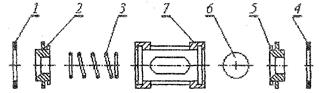
Рис. 4. Расположение деталей в гильзе клапана
(разборку гильзы клапана вести в очерёдности
по номерам позиций на чертеже):
1 – прокладка; 2 – седло; 3 – пружина; 4 – прокладка;
5 – седло; 6 – шарик; 7 – корпус гильзы
Содержание отчёта
1. Название и цель работы.
2. Порядок выполнения работы.
3. Кинематическая схема установки.
4. Таблица измерения времени цикла.
5. Анализ результатов исследований и выводы по работе.
Дата добавления: 2015-02-05; просмотров: 1211;