При фрезеровании шпоночных пазов, лысок, изготовления зубчатых венцов, венцов для базирования используют подшипниковые шейки, а также другие ступени валов.
В зависимости от типа производства (единичное, средне- и крупносерийное) подготовку главных технологических производят: на токарных и револьверных, на центровальных и фрезерно-центровальных станках; так как их можно встраивать в автоматическую линию.
Двусторонний фрезерно-центровальный станок 73С1 имеет две позиции для крепления заготовки, на которых производятся последовательно фрезерование и центрование.
Фрезерно-центровальные станки МР-77 и МР-78 барабанного типа одновременно фрезеруют и центруют две заготовки без съема их со станка.
В действующих автоматических линиях применяют станки А981 для фрезерования торцов и А982 для центрирования.
13. Изготовление ходовых винтов. Методы получения винтового профиля ходовых винтов.
Ответ: СЛУЖЕБНОЕ НАЗНАЧЕНИЕ ХОДОВЫХ ВИНТОВ
Ходовые винты станков служат для преобразования вращательного движения в поступательное прямолинейное перемещение с помощью сопряженной с ним гайки различных деталей и узлов станка (суппортов, кареток, фартуков и др.) с заданной точностью. Их относят к нежестким валам  .
.
Способы нарезки резьбы:
фрезерованием, вихревым методом или резцом на токарно-винторезном станке.
Первые два метода более производительны, но применяются как черновые.
Обработка ведется на токарных и резьбонарезных станках различными прорезными и профильными резцами. Существуют два способа установки плоскости профиля резца относительно оси нарезаемого ходового винта.
|
| Схемы установки резцов при нарезании резьбы |
1-й) плоскость профиля резца совмещают с плоскостью оси ходового винта; все режущие кромки резца являются прямолинейными.
Легче выполнять заточку по профилю и при обработке обеспечивать геометрически правильный профиль резьбы.
Но при большом угле подъема винтовой линии нарезаемых винтов у одной кромки резца образуется тупой угол резания, вследствие чего она скоблит, а не режет металл, у другой же кромки образуется острый угол, что ослабляет режущую кромку.
Также возникает опасность врезания резца в металл под влиянием сил, возникающих вследствие трения одной из граней резца о стенку канавки.
Применяют для чистового нарезания ходовых винтов с небольшим углом подъема резьб.
2-й) установка плоскости профиля резца под углом относительно оси ходового винта;
в этом случае, углы резания у обеих режущих кромок резца одинаковы и составляющая силы резания направлена перпендикулярно к плоскости профиля резца.
Но для прямобочных профилей резьбы правильной геометрической формы, все три кромки резца необходимо делать криволинейными, что значительно усложняет и удорожает изготовление и заточку.
Применяют для черновой обработки.
Чистовое нарезание ходовых винтов с большим углом подъема резьбы выполняют тремя отдельными резцами, причем их режущие кромки делают прямолинейными и плоскость профиля резца устанавливают в плоскости, проходящие через ось ходового винта.
Фрезерование резьбы на резьбофрезерных станках дисковой фрезой с прямолинейными режущими кромками - черновой метод.
Достигаемая точность – 4 кл.;
Режимы: V=40-50 м/мин, S=0,4-0,6 мм/зуб.(Р6М5)
V=180-200 м/мин .(Т15К6))
Дисковую фрезу устанавливают так же, как резец по второму способу, т. е. так, что ось ее вращения располагают на высоте центров перпендикулярно к средней винтовой линии резьбы винта.
Такая установка фрезы приводит к искажению профиля нарезаемой резьбы, поэтому его обычно исправляют на последующих операциях калибровкой резцами.
Другим недостатком фрезерования резьбы является неравномерность резания, что повышает шероховатость обрабатываемой поверхности и ускоряет затупление фрезы.
Целесообразно - на длинных валах, так как в этом случае участие рабочего сводится лишь к установке и снятию детали (предпосылки многостаночного обслуживания).
Вихревое нарезание резьб
при вращении обрабатываемой заготовки и одновременном параллельном движении резцовой головки вдоль ее оси с определенным шагом за один оборот заготовки осуществляется результирующее движение по винтовой линии.
Ось резцовой головки смещена параллельно оси обрабатываемой заготовки на величину е, поэтому процесс нарезания получается прерывистым.
|
| Схема вихревого нарезания наружной резьбы |
Режущие кромки каждого резца находятся в контакте с обрабатываемой поверхностью заготовки только на некоторой части окружности. По остальной, большей части окружности резцы проходят по воздуху и охлаждаются, что повышает их стойкость (нарезание происходит при обильном охлаждении).
Вихревое нарезание выполняют как на специальных станках, так и на обычных токарных, если оснастить их специальными резцовыми головками с отдельным приводом.
Вершины резцов устанавливают в инструментальной головке по окружности диаметром Dp, большим в 1,2-1,3 раза, чем диаметр нарезаемой резьбы.
Режимы обработки.
Для стали А40Г резцами, оснащенными пластинками из твердого сплава, нарезают со скоростью резания 250-300 м/мин (при стойкости 60 мин). Подача 0,2-0,5 мм/об, резца.
Нагрев ходового винта длиной 300 мм выше 40-50 °С вызывает удлинение его на 0,01 мм.
Вихревое нарезание резцами с пластинами из твердого сплава с применением охлаждения более производительно, дает малую шероховатость поверхности и снижает деформации резьбы.
Уменьшить шероховатость и повысить точность резьбы можно увеличением числа резцов в инструментальной головке и специальным распределением между ними элементов обработки резьбы. Инструментальные головки с тангенциальным расположением резцов при вихревом нарезании еще более эффективны.
Применяют для винтов 3-го и 4-го классов точности или как предварительная операция для 2,1 и 0 классов.
Отделочную обработку резьбы производят на прецизионных токарно-винторезных станках 1622В резцами Т15К6 с доведенными гранями.
Ходовые винты повышенной точности обрабатывать сложнее.
Для них в зависимости от класса точности предусматривают однократную или многократную термическую обработку, для снятия внутренних напряжений. А так как после этого происходит перераспределение внутренних напряжений и ходовой винт деформируется, проверяют зацентрованные отверстия и дополнительно обрабатывают их шлифованием.
Хранение и межоперационное транспортирование разрешается только в вертикальном положении, а отделочные операции проводят в термоконстантных помещениях.
Для устранения и уменьшения погрешностей, возникающих в процессе чистовой и отделочной обработки резьбы, ее нарезают на прецизионных или на специальных станках с применением коррекционных устройств.
14. Конструкторско-технологические признаки и нормы точности корпусных деталей.
Ответ: Корпусные детали относят к базовым, так как на них устанавливают различные детали и сборочные единицы.
Корпусные детали должны иметь требуемую точность, обладать необходимой жесткостью и виброустойчивостью.
Конструктивное исполнение корпусных деталей, материал и необходимые параметры точности определяют, исходя из служебного назначения деталей, требований к работе механизмов и условий их эксплуатации. При этом учитывают также технологические факторы, связанные с возможностью получения требуемой конфигурации заготовки, возможностями обработки резанием и удобства сборки, которую начинают с базовой корпусной детали.
В ДВС базовой корпусной деталью является блок цилиндров. В блоке цилиндров с требуемой точностью установлены: коленчатый вал, шатунно-поршневая группа, головка блока, масляный насос и бензонасос, картер двигателя, масляный фильтр и др.
Корпусные детали делят на группы и при изготовлении деталей каждой группы параметры точности достаточно близкие.
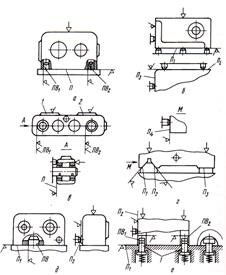
1.корпусные детали коробчатой формы в виде параллелепипеда, габариты которых имеют одинаковый порядок.
Например, корпуса редукторов, корпуса коробок скоростей, коробок подачи шпиндельных бабок.
Они имеют стенки, ребра и перегородки, обеспечивающие повышение их жесткости. Корпуса коробчатой формы могут быть цельные и разъемные; плоскость разъема может проходить по осям главных отверстий.
|
| Группы корпусных деталей: а — коробчатого типа — цельные и разъемные, б — с гладкими внутренними цилиндрическими поверхностями; в — корпуса сложной пространственной геометрической формы; г — корпусные детали с направляющими поверхностями; д — детали типа кронштейнов, угольников |
2.корпусные детали с гладкими внутренними цилиндрическими поверхностями, протяженность которых превышает их диаметральные размеры.
Например, блоки цилиндров, двигателей и компрессоров, корпуса различных цилиндров и золотников, пневмо- и гидроаппаратуру (рис. б), корпуса задних бабок, обеспечивающих базирование выдвижной пиноли и заднего центра.
3.корпусные детали сложной пространственной геометрической формы.
Например корпуса паровых и газовых турбин, центробежных насосов, коллекторов, тройников, вентилей, кранов (рис. в).
Сложная пространственная форма и геометрические размеры таких корпусов предназначены для формирования требуемых потоков движения газов или жидкостей.
К этой группе относят также сложные по форме корпусные детали ходовой части машин — картер заднего моста, корпус поворотного рычага и др.
4.корпусные детали с направляющими поверхностями — столы, спутники, каретки, салазки, суппорты, ползуны, планшайбы (рис. г).
Отношение высоты плоских столов, спутников, салазок к ширине находится в пределах 0,1 ... 0,18.
5.корпусные детали типа кронштейнов, угольников, стоек плит и крышек. Эта наиболее простые по конструкции корпусные детали, которые выполняют функции дополнительных опор.
Основными базами, с помощью которых корпусные детали присоединяются к станинам, рамам или другим корпусам, в большинстве случаев являются плоские поверхности или сочетание плоской поверхности и одного или двух базовых отверстий. При этом чаще реализуются схемы базирования по трем плоскостям или по плоскости и двум отверстиям. У деталей типа столов, кареток, суппортов комплект основных базирующих поверхностей образуется сочетанием определенных поверхностей направляющих.
Вспомогательными базами корпусных деталей являются главные отверстия, по ним базируются шпиндели, валы, а также плоские поверхности и их сочетания, которые определяют положение различных присоединяемых узлов и деталей — крышек, фланцев и др.
У большинства корпусных деталей имеются также различные мелкие и резьбовые крепежные отверстия.
ТЕХНИЧЕСКИЕ УСЛОВИЯ И НОРМЫ ТОЧНОСТИ
К корпусным деталям предъявляют комплекс технических требований, определяемых в каждом конкретном случае исходя из служебного назначения детали. Технические требования, относящиеся к параметрам геометрической точности детали, выполняют в результате обработки резанием на различных этапах технологического процесса изготовления корпусной детали.
В зависимости от конструктивного исполнения и сложности к корпусным деталям предъявляют следующие технические требования, характеризующие различные параметры их геометрической точности.
1. Точность геометрической формы плоских базирующих поверхностей. Она регламентируется как прямолинейность поверхности в заданном направлении на определенной длине и как плоскостность поверхности в пределах ее габаритов. Для поверхностей размером до 500 мм отклонения от плоскостности и параллельности обычно находятся в пределах 0,01 ... 0,07 мм, а у ответственных корпусов — 0,002 ... 0,005 мм.
2. Точность относительного поворота плоских базирующих поверхностей. Предельные отклонения от параллельности или перпендикулярности одной плоской поверхности относительно другой составляют 0,015/200 ... 0,1/200, а для деталей повышенной точности — 0,003/200 ... 0,01/200.
3. Точность расстояния между двумя параллельными плоскостями. Для большинства деталей она находится в пределах 0,02 ... 0,5 мм, а у корпусных деталей повышенной точности — 0,005 ... 0,01 мм.
4. Точность диаметральных размеров и геометрической формы отверстий. Диаметральные размеры главных отверстий, выполняющих в основном роль баз под подшипники, соответствуют 6-11-му квалитетам. Отклонения геометрической формы отверстий — некруглость в поперечном сечении и конусообразность или изогнутость в продольном ограничивают в пределах 1/5 ... 1/2 допуска на диаметр отверстия.
5. Точность относительного углового положения осей отверстий. Отклонения от параллельности и перпендикулярности осей главных отверстий относительно плоских поверхностей составляют 0,01/200-0,15/200, предельные угловые отклонения оси одного отверстия относительно оси другого—0,005/200... 0,1/200.
6. Точность расстояния от осей главных отверстий до базирующей плоскости для большинства деталей составляет 0,02... 0,5 мм. Точность расстояний между осями главных отверстий 0,01 ... ... 0,15 мм. Соосность отверстий в пределах 0,002 ... 0,05 мм.
7. Параметр шероховатости плоских поверхностей Rа=2,5-0,63 мкм, параметр шероховатости главных отверстий Ra=1,25-0,16 мкм, а для ответственных деталей до Ra=0,08 мкм.
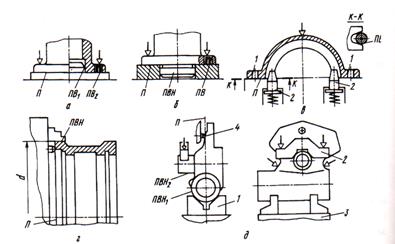
Корпус механизма перемещения пиноли
Координатные системы основных и вспомогательных баз корпусных деталей:
а — механизма перемещения пиноли задней бабки; б — спутник
15. Базирование и типовой маршрут обработки корпусных деталей.
Ответ: МАРШРУТ ОБРАБОТКИ
Структура и содержание ТП обработки резанием заготовки корпусной детали зависит от ее конструктивного исполнения, геометрической формы, размеров, массы, вида заготовки, сложности предъявляемых технических требований и характера производства.
Для различных по конструкции и размерам корпусных деталей ТП обработки резанием включает следующие основные этапы:
1. черновая и чистовая обработка плоских поверхностей или плоскости и двух отверстий, используемых в дальнейшем в качестве технологических баз;
2. обработка остальных наружных поверхностей;
3. черновая и чистовая обработка главных отверстий;
4. обработка мелких и резьбовых отверстий;
5. отделочная обработка плоских поверхностей и главных отверстий;
6. контроль точности детали.
Между этапами черновой и чистовой обработки заготовки может быть естественное или искусственное старение.
ВЫБОР ТЕХНОЛОГИЧЕСКИХ БАЗ
Выбор технологических баз основывается на выявлении и анализе функционального назначения поверхностей детали и установлении размерных связей между ними.
Характерным является наличие нескольких комплектов вспомогательных баз.
Анализ функционального назначения различных поверхностей детали и размерных связей между ними позволяет определить поверхности, относительно которых задано положение большинства других поверхностей, и выявить поверхности, к которым предъявляют наиболее жесткие технические требования, необходимость выполнения их во многом определяет принимаемые решения.
Следует исходить из необходимости достижения точности относительного поворота поверхностей детали, а затем точности расстояния.
Обработка большинства поверхностей на одних и тех же базах означает применение координатного метода получения точности размеров.
Этот метод имеет особо важное значение для достижения требуемой точности поворотов.
В качестве новых технологических баз выбирают поверхности, от которых непосредственно заданы требуемые размеры.
Это означает переход от координатного метода получения размеров к цепному, что позволяет уменьшить число звеньев технологических размерных цепей.
Отличительными геометрическими признаками баз, являются наибольшие габаритные размеры для поверхности установочной базы, наибольшая протяженность для поверхности направляющей базы и наименьшие габаритные размеры поверхности опорной базы.
При выборе технологических баз на первой операции нужно:
1.Установить требуемые связи, определяющие расстояния и повороты при обработке.
2.Обеспечить равномерное распределение фактического припуска при обработке.
В большинстве случаев результат выбора определенной схемы базирования детали на первой операции проявляется не в начале, а на последующих этапах технологического процесса.
Если же стоит задача обеспечения равномерного припуска при обработке определенной поверхности заготовки, то ее решение проявляется уже на первом этапе обработки этой поверхности.
В качестве технологических баз для обработки большинства поверхностей детали - плоскость основания и два перпендикулярных к ней отверстия.
16. Классификационные технологические признаки для деталей типа цилиндрических зубчатых колес. Нормы точности, материалы и исходные заготовки.
Ответ: СЛУЖЕБНЫЕ НАЗНАЧЕНИЯ И КЛАССИФИКАЦИОННЫЕ ПРИЗНАКИ.
Использ. во всех зуб. передачах.
Признаки для классификации:
1.по назначению:
а) силовые
б) кинематические для определения углов поворотов.
2.по степени точности по ГОСТ 1643-81
 точность увеличивается
точность увеличивается
| допуски не установлены | 20% | 35% | 45% | 15% |
3.по конструктивным особенностям (форма зуба, размеры).
Зубчатые колеса различаются по габаритным размерам:
до 50 мм; 50...200 мм; 200...300 мм; свыше 300.
Цилиндр. зубч. колеса могут быть прямые и кривозубые.
Зубчатые колеса изготавливают, как со ступицей, так и без нее.
4.по технологическому признаку различают:
1.одновенцовые зубчатые колеса. (б/з
Могут быть типа дисков если l/d < 1
Ели зуб., колесо имеет l/d < 1, тогда при изготовлении их необходимо
применять технологию деталей типа дисков.
Главной базой явл. отверстие.
Если колесо типа втулки - тех. изготов.
2 одеовенцовые зуб., колеса (со
3. многовенцовые (блочные).
4 цилиндр., конич., червячные колеса типа фланца.
5 цилиндр.или конические зуб., колеса с хвостовиком.
Определяющим признаком явл. область применения, служебное назнасение.
По модулю зуб. колеса m = до 2...3 мм использ. в станкостроении,
В автомобилестроении.
Если модуль m = 3...15 мм использ. в сельхозмаш.
ТЕХНИЧЕСКИЕ УСЛОВИЯ И НОРМЫ ТОЧНОСТИ.
Зависят от ГОСТ1643-81 цилиндр зуб. колеса,
ГОСТ1758-81 конические
ГОСТ3675-81 червячные
Если диаметр до 50 мм - допускаемое радиальное биение:
6 степень точности - 30 мкм
7 степень точности 50 мкм = 30...50 мкм
8 степень точности 80 мкм
ТВЕРДОСТЬ РАБОЧИХ ПОВЕРХНОСТЕЙ.
HRCэ = до 55...60
Обычно эту тверд. на глубину 1 и 2 мм.
если цианирование HRCэ до 50 ед.
ШУМ. Допускаемый уровень шума до 70...85 Дб.
ТРЕБОВАНИЕ ТЕХНОЛОГИЧНОСТИ.
1. Простота геометр. формы конструкции технол (без ступ., с прям. зубом).
2. Необходимо предусмат. дос. поверхности для обраб. и свободный выход
инструмента.
3. Не уелесообраз. внутр., кольцевые расточки.
4. Использ. целесообр. малодеформ. сталь, бронза-чугун, текстолит,
пластмасса - для уменьшения щума.
Материалы и способы получения заготовок.
Малонагруз. из низкоугл. чугуна, светлых сплавов.
Тяжелонагружен. зуб. колеса мзготав. из среднеуглерод. лакирован.
Червячные зуб. колеса изготавл. из бронзы: Бр АЖ 9-4
Бр ОНФ С4-15.21
Обознач зуб. колеса 7 - 8 - 8 - Н - а
норма кинематической величина
точности бокового зазора
норма плавности харак.
вращения сопряжен.
норма
пятна
контакта
7 - 8 - 6 тяжелонагр.
Метод получения заготовок.
1 Если d < 50 мм заготовки могу получать из проката.
Врзсожно до d 150 мм.
При малых программах выпуска.
2 Свободная ковка или ковка в подклад. штампах. Применяется для крупных
заготовок, в мелкосерийном прооизводстве.
3 Литье. Вид литья от программы выпуска.
4 Ковка в закрытых штампах в крупносерийном и массовом производстве.
5 Штамповка на ВКМ.
При большой программе выпуска. ( возможно образование зубчатого
профиля до 8 степени точности).
Заготовка из пласт. - прессовка.
17. Нарезание зубьев цилиндрических зубчатых колес.
Ответ: ОСОБЕННОСТИ ТП ЗУБЧАТЫХ КОЛЕС
Обработка зуб. колес до нарезки зубчатого профиля аналогична
обработке детали типа дисков, втулок.
В массовом производстве обработка ведется на многошпинд.
полуавтоматах с закреплением деталей в патроне или обтачиванием на
многорезцовых полуавтоматах (базирование - по средствам установки
заготовок на оправку).
При небольших программах выпуска использ. станки с ЧПУ.
Обработка зубчатых колес с хвостовиком строится аналогично обработке
ступенчатых валов. При этом перед нарезкой зубьев необходимо
прошлифовать одну из подшипниковых шеек, а так же торец или же уступ
(подготовить базуы).
Высокопроизводит. методы нарезки зубьев.
I Фрезерование дисковыми модульными фрезами методом деления:
(копирование) применяется в мелкосерийном производстве (8 класс
точности), а так же в крупносерийном производстве (как черновой метод
при модуле больше 5 мм).
а) применение делительных многоместных приспособлений.
б) схема обработки 2-3 дисков фрезами спец. формой закреплен. на одной
оправке.
II Фрезерование червячными фрезами.
Можно достиг. 7 степени точности и реже 6 степени точности.
Применение инстр. с пластинками Т15КВ можно увеличить производительн.
в 10-15 раз. S = 150 - 200 м/мин.
подача 2-4 м/об.
III Протягивание зубьев (одновременно нескольких) затем заготовку
поворач. на опред. угол.
В последние годы примен. круговые протяжки, которые позволяют
чистовую, получистовую и черновую до 6 степени точности.
Smax = до 30 м/мин.
При изготовл. методом протягтвания обрабат. все зубья одновремен.
Одним из производит. методом явл. обработка в пакетах.
IV Зубоделение круглыми долбиками позволяют достич 7 кл. точности.
6 класс точности экономически оправдан при модуле меньше 2,5 и при
ширине зуб. колеса меньше 25 мм.
S = до 25 м/мин.
подача продол. - 0,5 мм на 2-ой ход долбика.
V Контурное зубострогание возможно джостичь 7 класса точности,
производ. II методом в 6 раз. Примен. для изготов. шлиц.
VI Накатывание зубьев. Примен. < 1,5 мм при больших программах выпуска
6 - 7 кл. точности в 6 - 8 раз чем II метод.
Разделяется на холодную и горячую накатку зубьев:
При подогреве детали модуль может быть увеличен до 5 мм но снижается
точность 5 кл. точности, нагрев - ТВ4.
Материал накатки - быстрореж. материал.
ЧИСТОВЫЕ МЕТОДЫ ОБРАБОТКИ ЗУБЬЕВ.
I Червячные одно- и многозазодные фрезы.
II Зубодолбление.
III Шеверование (шевер) 5 кл. точности.
Применяется для обработки незакал. сталей, число зубьев
должно быть кратное числу зубьев колеса. В общем случае равноценен
шлифован., но уменьшается радиальное биение,
Реже метод. шевенрование применяется для закален. сталей класс
тосности 6 - 7.
IV Зубокалибрование - обработка закаленным стальным накатником.
Более производ. в 6 - 7 раз чем III метод.
По точности может быть получен 5 - 6 класс.
V Шлифование.
1. Спрофилированным кругом.
2. Двумя тарельчатыми кругами.
3. Одним дисковым кругом конического профиля, тарельчатыми кругами,
образивными червяками.
Обычно m = 2...5 мм примен. для закален. зубьев.
VI Притирка зубчатых колес.
VII Зубоконингование.
VIII Приработка зубьев.
18. Способы контроля точности изготовления цилиндрических зубчатых колес.
Ответ: Контроль зубчатых колес (промежуточный, окончательный).
Способ снижения шума.
1. применение разнородных материалов (пластмассы, текстолит).
2. конструктивный: изменять профиль зуба,
(фланкирование) изм. фаски на зубьях.
Контроль осуществляется в два этапа:
на участке изготовления колес до зубообработки; на участке зубо-обработки.
Важнейшими параметрами зубчатого колеса, являются точностные параметры шлицевого отверстия и зубчатого венца.
Важно получить требуемую точность совпадения оси шлицевого отверстия с делительной окружностью колеса, связи поверхностей шлицевого отверстия (большого, малого диаметров и боковых сторон шлицев) проверяют вначале раздельно по элементам шлицев, а затем комплексным шлицевым калибром.
При обработке зубчатого венца важно обеспечить основные параметры точности, от которых зависит работа зубчатого колеса.
Параметры, характеризующие точность шлицевого отверстия и зубчатого венца, а также его положение относительно шлицевого отверстия, проверяют контрольными приборами.
19. Нарезание зубьев конических зубчатых колес.
Ответ: Конические зубчатые колеса предназначены для передачи вращательного движения между валами с пересекающимися осями. Их изготовляют с прямыми, косыми и круговыми зубьями.
МЕТОДЫ НАРЕЗАНИЯ КОНИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС
Конические зубчатые колеса с прямыми, тангенциальными и криволинейными зубьями могут быть нарезаны различными методами.
1.Фрезерование дисковыми и пальцевыми модульными фрезами по методу копирования производят на специальных или универсально-фрезерных станках.
| Схема одновременного нарезания конических колес набором дисковых фрез: 1 — многоместное поворотное приспособление; 2 — дисковая фреза; 3 — нарезаемое колесо |
Дисковые фрезы используют для чернового нарезания прямозубых колес в условиях крупносерийного производства и для чистового нарезания небольших колес невысокой точности в единичном производстве. Подбирают необходимую дисковую модульную фрезу из стандартного ряда фрез, применяемых для нарезания обычных цилиндрических колес, по приведенному числу зубьев.

z-число зубьев нарезаемого колеса;  -угол делительного конуса; т —-внешний модуль зубьев нарезаемых колес; b-ширина зубчатого венца; L-среднее конусное расстояние.
-угол делительного конуса; т —-внешний модуль зубьев нарезаемых колес; b-ширина зубчатого венца; L-среднее конусное расстояние.
Пальцевые фрезы применяют для нарезания крупных зубчатых колес (диаметр 3-5м, m<50 мм) невысокой точности с прямыми и криволинейными зубьями.
2.Фрезерование дисковыми или пальцевыми модульными фрезами позволяет получить 9—10-ю степени точности и параметр шероховатости боковой поверхности зубьев Ra = 10-5 мкм.
Строгание двумя резцами по методу обката применяют для нарезания конических колес (диаметром 50-1000 мм, т<20 мм) с прямыми и косыми зубьями.
Нарезание зубьев производят на специальных зубострогальных станках в условиях единичного и серийного производства. Режущие кромки строгальных резцов образуют зуб производящего колеса, по которому обкатывается нарезаемая заготовка. Колеса с т >> 3,5 мм нарезают за несколько рабочих ходов.
Для колес с m >5 мм предварительное нарезание зубьев целесообразно проводить путем фрезерования дисковыми фрезами, а окончательное — строганием. Это позволяет в 1,5—2,5 раза сократить машинное время и сохранить точность зубострогальных станков.
3.Строгание двумя резцами по методу обката обеспечивает получение 7—8-й степеней точности и параметр шероховатости поверхности зубьев Ra =1,25-2,5 мкм. Прямые зубья конических колес могут быть нарезаны также строганием одним или двумя резцами по копиру на зубострогальных станках. Этот метод обработки применяют для нарезания колес большого диаметра (2000-4500 мм) с т<30 мм.
Нарезание крупномодульных колес осуществляется за четыре-пять рабочих ходов. В результате достигаются 8—9-я степеней точности, параметры шероховатости поверхности зубьев Ra =5-2,5 мкм. Такие станки применяют в тяжелом машиностроении в условиях единичного и мелкосерийного производства. Они позволяют нарезать зубья любого профиля, который определяется формой сменного копира.
4.Фрезерование двумя дисковыми фрезами по методу обката производят на специальных зубофрезерных станках в условиях крупносерийного производства. Так нарезают прямозубые и конические колеса (диаметром до 320 мм, т<8 мм) с прямым и бочкообразным профилем зуба в продольном сечении.
Колеса, полученные этим методом, взаимозаменяемы с колесами, нарезанными на зубострогальных станках. Дно впадины зуба у этих колес имеет вогнутую форму. Этот метод значительно производительнее зубострогания.
| |
| Схема фрезерования двумя дисковыми фрезами по методу обката | Схема нарезания конических колес круговой протяжкой |
5.Нарезание зубьев круговой протяжкой является наиболее производительным методом изготовления прямозубых конических колес небольшого диаметра.
За один оборот протяжки, диаметр которой более 500 мм, производится черновое и чистовое прорезание впадины, а также снятие фасок с кромок зубьев. В процессе цикла протяжка вращается и поступательно перемещается от точки Oi до точки Оз и обратно (движение подачи).
Делительный поворот колеса, на один зуб происходит в исходном положении протяжки — на том секторе, где нет резцов. Получаемый при этом профиль зуба колеса может иметь как прямую, так и бочкообразную форму.
Так нарезают конические колеса в массовом производстве на специальных автоматах и полуавтоматах. Такие автоматы имеют пневматические блокировочные устройства для контроля точности установки заготовки и устройства для создания гарантированного натяга в кинематической цепи.
6.Фрезерование торцовыми резцовыми головками применяют для нарезания конических колес с криволинейными зубьями. Обработку производят на специальных станках по методу копирования (врезания) или обката.
Конические колеса относительно высокой точности с т<2,5 мм нарезают за один рабочий ход. При повышенных требованиях к точности и для колес с т>2,5 мм применяют черновую и чистовую обработку.
|
| Схема нарезания круговых зубьев конических колес по методу обката резцовыми головками, расположение заготовки и схема нарезания резцовой головки (а), схема нарезания колеса — вала (б), схема нарезания плоского колеса (в) |
При методе копирования заготовка колеса остается неподвижной, а резцовая головка вращается, перемещается вдоль оси и прорезает впадину зуба.
При методе обката заготовка нарезаемой шестерни 1 (рис. а) и люлька 2 с резцовой головкой 3 совершают согласованное вращение. В процессе вращения режущие кромки резцов последовательно занимают определенные положения, создавая круговые зубья воображаемого плоского колеса 4, с которым находится в зацеплении заготовка шестерни.
При черновой обработке метод копирования применяют главным образом для нарезания зубьев колеса, а метод обката—для чернового нарезания зубьев шестерни. Припуск на сторону зуба, оставляемый для чистового нарезания, составляет 0,25-0,5 мм.
По способу чистового нарезания конические передачи с криволинейным зубом разделяют на обкатные и полуобкатные.
В первом случае зубья колеса и шестерни нарезают по методу обката, при этом боковой профиль зубьев получается криволинейным.
Во втором случае колесо нарезают по методу копирования, получая прямобочный профиль зуба, а шестерню нарезают методом обката, создавая криволинейный профиль зуба.
Время чистового нарезания колеса методом копирования в 3—5 раз меньше, чем время нарезания методом обката, а качество передач практически одинаковое. В этом заключается преимущество полуобкатных передач. При чистовом зубонарезании обе стороны зубьев колеса и шестерни могут обрабатываться резцовой головкой одновременно или каждая сторона зубьев раздельно. В последнем случае для обработки каждой стороны зуба требуется раздельная наладка станка.
В крупносерийном и массовом производстве отделку конических колес выполняют по следующей технологической схеме.
После зубонарезания производят обкатку колес под нагрузкой (нагартовку), затем закалку и окончательно притирку зубьев. Обкат осуществляют на обкатных станках при беззазорном зацеплении заготовки в паре с закаленным колесом, в зону контакта подается машинное масло. Обкат обеспечивает упрочнение поверхностного слоя, уменьшение шероховатости боковых поверхностей зубьев и улучшение геометрии зацепления.
После термической обработки производят подбор пар зубчатых колес по суммарному пятну контакта и шуму, а затем притирку колес.
Конические колеса в подобранной паре притирают на притирочных станках. В процессе притирки колеса одновременно вращаются со скоростью 0,17-0,2 м/с и шестерня совершает малые относительные движения по касательной к делительному конусу ведущего колеса, а также в радиальном и осевом направлении. На притирочных станках для колес с круговым зубом помимо этих относительных перемещений ось шестерни поворачивается вокруг точки, расположенной в середине длины зуба.
Притирка уменьшает шероховатость поверхности зубьев, улучшает форму суммарного пятна контакта и геометрию зацепления. Все это способствует уменьшению уровня шума передачи на 4-6 дБ.
Отделка зубьев закаленных конических колес достигается шлифованием на специальных зубошлифовальных станках в целях увеличения точности и уменьшения шероховатости поверхности.
Шлифование колес с т <6 мм и диаметральными размерами до 230 мм позволяет обеспечить отклонение шага не более 5-12 мкм, накопленную погрешность шага по зубчатому колесу не более 12-18 мкм, биение зубчатого венца не более 15-20 мкм.
В зависимости от конструкции станка при шлифовании прямозубых конических колес возможна обработка одним кругом отдельно каждой стороны зуба или двумя кругами одновременно двух боковых поверхностей зуба. В последнем случае достигают более высокой производительности обработки. Эту операцию можно выполнять на зубошлифовальных станках 5870, 5870М, а также на некоторых зарубежных станках.
Шлифование выполняют дисковыми или тарельчатыми кругами диаметром 150-270 мм. Для шлифования зубьев прямозубых конических колес применяют также специальное зубошлифовальное устройство, которое устанавливается на зубострогальные станки, например 526. При этом требуемая точность достигается методом обката, когда зубья плоского производящего колеса создаются кромками шлифовальных кругов.
Оставляемый на шлифование припуск 0,05-0,10 мм на сторону зуба снимают за 3-4 рабочих хода. Для шлифования конических колес с криволинейной формой зуба, т = 2,5-15 мм применяют, например, специальные зубо-шлифовальные станки 5871, 5872. По кинематической структуре эти станки аналогичны станкам для нарезания круговых зубьев.
Однако привод инструмента имеет большую частоту вращения, так как шлифование выполняют специально спрофилированными чашечными кругами со скоростью резания, в несколько десятков раз большей скорости резцовых головок. Номинальный диаметр шлифовального круга равен диаметру резцовой головки.
При одностороннем шлифовании зубьев, применяемом в мелкосерийном производстве, обработку шестерни и колеса выполняют одинаковыми кругами.
Перед обработкой партии шестерен на пробной шестерне по краске подгоняют форму контакта с сопрягаемым колесом по вогнутой, а затем и выпуклой стороне зуба.
Подгонка формы пятна контакта осуществляется так же, как и в случае нарезания зубьев резцовой головкой путем изменения угла установки эксцентрикового барабана люльки и передаточного отношения гитары обката. Одновременным шлифованием обеих сторон зубьев (метод постоянных установок) достигается более высокая производительность. Оно применяется в крупносерийном производстве. Зубошлифование конических колес с криволинейным зубом обеспечивает достижение 4—5-й степеней точности.
20. Этапы проектирования технологических процессов сборки.
Ответ: ЭТАПЫ ПРОЕКТИРОВАНИЯ ТП СБОРКИ
Методика проектирования технологических процессов сборки во многом совпадает с этапами проектирования технологических процессов механической обработки деталей однако имеет несколько существенных отличий.
В соответствии с ГОСТ2.3887-79 технологический процесс сборки - это часть процесса содержащая действия по установке и образования соединений частей деталей и изделия.
Главными принципами проектирования процесса сборки являются: обеспечение высокого качества изделий; наибольшей производительности и экономичности процесса на основе широкого применения механизации и автоматизации сборочных работ.
Цель технологических разработок - дать подробное описание процесса сборки, выявить необходимые средства производства, площади, рабочую силу, трудоемкость и себестоимость сборки изделия.
Подробность технологических разработок зависит от типа производства и размера программного задания.
Последовательность проектирования
1. Анализ исходных данных.
Включает в себя проверку полноты информации необходимой для проектирования.
2.Учет условий эксплуатации и технологические задачи для ТП сборки изделия
3.Выбор метода достижения точности замыкающего звена.
4.Составление технологических схем сборки (маршрут сборки).
5.Установление режимов сборки, производительности рабочего места, коэффициента загрузки рабочего места и коэффициента трудоемкости сборочных работ; расчет такта и ритма сборки..
6. Выбор организационной формы сборки.
(зависит от габаритов, массы, производственной программы, устанавливают раздельно для узлов и изделий).
7. Уточнение маршрутной технологии и выбор схем базирования.
8. Определение типа сборочного оборудования и оснастки.
9. Уточнение содержания переходов и нормированиие сборочных операций.
10.Технико-экономические расчеты вариантов ТП.
11.Оформление технологической документации.
21. Проектирование операций сборки соединений с натягом типа «вал-втулка». Выполняемые расчеты и применяемая технологическая оснастка.
Ответ: Соединения с натягом в машиностроении составляют 10...17 % от общего числа соединений. Их применяют при передаче значительных осевых сил крутящих моментов, а также комбинированных нагрузок. Их применение также не исключает использование и шпонок.
Соединения образуют: действием осевой силы (например, прессом); термовоздействием (с нагревом охватывающей детали или с охлаждением охватываемой детали или с одновременным нагревом и охлаждением); гидропрессовым способом (с подачей в зону сопряжения масла под высоким давлением при одновременном действии осевой силы).
По способам получения нормальных напряжений на сопрягаемых поверхностях их условно делят на продольно-прессовые, поперечно-прессовые, с применением вибрационно-импульсного воздействия и другие.
Прочность и неподвижность соединений обеспечивается силами трения, создаваемыми давлением на сопрягаемых поверхностях и зависящими от величины натяга в соединении. Погрешность соединения с натягом возникает из-за колебаний сил трения на поверхностях контакта.
Различают три вида посадок с натягом исходя из условий эксплуатации.
1. Легкие  - когда действуют незначительные крутящие моменты.
- когда действуют незначительные крутящие моменты.
Пример: зубчатое колесо на валу, венцы червячных колес, шкивы на валах.
Nрасч/d = 0,00025
2. Нормальные  - втулки подшипников скольжения.
- втулки подшипников скольжения.
Nрасч/d = 0,0005
3. Тяжелые  - вагонные колеса на осях, соединительные муфты
- вагонные колеса на осях, соединительные муфты
Nрасч/d = 0,001
В зависимости от размеров соединений различают :
· а) малые - до 3 мм
· б) средние - от 3 мм до 500 мм
· в) большие - от 500 до 31500 мм
Разновидности соединенийс натягом: продольно-прессовые, гидропрессовые и тепловые (комбинированные).
При выпрессовке требуется усилие на 10-25% большее чем при запрессовке.
Для обеспечения качества требуется проведение подготовительных работ (устранение задиров, зачистка, повышение точности и т.д.).
Для сборки высокоточных соединений желательно использовать активный контроль.
Продольно-прессовые соединения
При продольно-прессовом соединении охватываемая деталь под действием осевой силы Рзап запрессовывается с натягом в охватывающую, при этом, возникают силы трения, обеспечивающие неподвижность деталей.
Требуемый натяг δ устанавливают при конструировании сборочной единицы при расчете посадок. Все расчет ведут по максимальному натягу, определяемому по размерам охватываемой и охватывающей поверхностей. Однако смятие микронеровностей под действием давлений уменьшает фактический натяг:

где δф, δ — соответственно фактический и номинальный натяг в соединении;
Rz1, Rz2- шероховатости сопрягаемых поверхностей.
Для качественного соединения Ra не должно превышать l,6...3,2 мкм.
Усилие запрессовки:
 l - длина запрессовки, мм
d - номинальный диаметр,мм
f- коэффициент трения,
l - длина запрессовки, мм
d - номинальный диаметр,мм
f- коэффициент трения,
 - удельное давление, МПа;. - удельное давление, МПа;.
|
 , - расчетный натяг.
, - расчетный натяг.
С1,С2 - - экспериментальные коэффициенты, зависящие от параметров сопрягаемых деталей, (стр.224-225, Новиков).
Е1, Е2 - модули упругости материалов.
d, dотв ,D — параметры сопрягаемых деталей;
 — коэффициенты Пуассона (для стали μ = 0,3, для чугуна — 0,25);
— коэффициенты Пуассона (для стали μ = 0,3, для чугуна — 0,25);
E1, Е2 — модули упругости материалов сопрягаемых деталей. Если охватываемая деталь выполнена в виде сплошного вала, dотв=0, если охватывающая деталь имеет форму плиты, то d/D =0.
Измеренный натяг NИ, должен быть больше расчетного Np на величину, равную смятию вершин микронеровностей:


Рекомендуемые коэффициенты трения: сталь 0,06...0,22; чугун 0,06...0,14; магниево-алюминиевые сплавы 0,02...0,07; латунь 0,05...0,1; пластмасса 0,4...0,5.
Усилие пресса выбирают по силе запрессовки: 
Рекомендуемая скорость запрессовки v < 3 мм/с.
Важным фактором является угол перекоса α сопрягаемых поверхностей (не более 30'), а для лучшего центрирования необходимы заходные пояски (2...3 мм) или расточки по посадкам с зазором.
|
Наружный диаметр D охватывающей детали увеличивается на величину  внутренний диаметр dотв охватываемой детали уменьшается на
внутренний диаметр dотв охватываемой детали уменьшается на  . .
|
Контроль качества продольно-прессового соединения выполняют: измерением давления масла в цилиндре (на гидропрессах) или давления воздуха (на пневмопрессах) или при помощи ультразвука.
Если при эксплуатации действует внешняя осевая сила Р или крутящий момент Мкр, то неподвижность соединения обеспечивается при соответствующих условиях.
откуда минимальное давление на поверхности контакта
fв — коэффициент трения (сцепления) при относительном вращении деталей.
При одновременном действии на соединение силы Р и моментa Мкр результирующая сила
 , тогда ртin > R/
, тогда ртin > R/  dlf.
dlf.
Наименьший расчетный натяг при осевом нагружении силой Р и крутящим моментом Мкр соответственно
При запрессовке деталей микронеровности на сопрягаемых поверхностях обеих деталей сминаются, что вызывает уменьшение натяга и прочности.
Смятие неровностей зависит от их высоты, условий сборки, механических свойств материала и других факторов. Поэтому расчетный натяг в соединении деталей целесообразно определять с учетом смятия микронеровностей сопрягаемых поверхностей.
Коэффициент трения (сцепления) fп зависит от давления на контактных поверхностях, материала собираемых деталей, размеров и профиля микронеровностей, наличия смазочного материала и покрытий, а также способа сборки (с помощью пресса, с нагревом или охлаждением деталей).
Коэффициент трения возрастает с увеличением шероховатости поверхностей, а также при сборке с нагревом или охлаждением деталей, по сравнению со сборкой с помощью пресса. Повысить коэффициент трения можно за счет гальванических покрытий. Мягкие покрытия (Cd, Си, Zn) и сборка с охлаждением повышает несущую способность соединений в 3-4 раза.
Для облегчения запрессовки изготавливают направляющие фаски под углом 45 - 30°, а при больших натягах - под углом 10 - 15°.Высоту фаски выбирают с учетом, чтобы заходной диаметр вала был на 0,1-0,3 мм меньше диаметра отверстия. Тонкостенные втулки при запрессовке направляют с помощью центрирующих оправок.
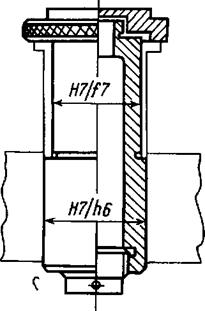
Конические соединения
Преимущества конических соединений - возможность регулирования натяга осевым перемещением деталей и отсутствие повреждений сопряжения поверхностей при разборке. Часто их выполняют с использованием промежуточной втулки (рис. в).
Уклон конуса у втулок составляет 1:30.
Недостатки — более высокие требования к точности изготовления и измерений.
Прочность соединения определяется способностью сопротивляться взаимному смещению деталей под действием внешней осевой силы Р (сдвиг) и крутящего момента Мк (проворот).
Условия прочности выражаются неравенствами
 Применяемое оборудование
Применяемое оборудование
Соединения ударами молотка применяются для посадки небольших размеров штифтов, клиньев, шпонок, втулок, заглушек.
Вес молотков 0,25-1,25 кг. Чтобы избежать повреждения поверхностей соединяемых деталей (забоины, вмятины), применяют мягкие или протестированные молотки.
Соединения под давлением пресса применяются при запрессовке деталей типа втулок, пальцев, заглушек или пробок в отверстия охватывающих деталей или при напрессовке колец, зубчатых венцов и дисков на охватываемые детали.
Для выполнения заклепочных соединений прессы подбирают по силе клепки с учетом конструктивных факторов пресса, определяющих удобство его применения.
Для сборки малогабаритных изделий применяют стационарные прессы, для крупных — переносные установки.
ГИДРОПРЕССОВАЯ СБОРКА
Этот способ сборки чаще применяют при сборке с натягом соединений больших размеров. Масло под давлением (Рмас=до 5МПа) нагнетается в зону сопряжения и происходит упругое увеличение и уменьшение диаметров сопрягаемых деталей. Можно значительно уменьшить силу запрессовки (распрессовки), поэтому способ эффективен для установки крупных зубчатых колес, подшипников качения и тонкостенных втулок с номинальным диаметром более 100 мм.
Подача масла осуществляется через специальное отверстие в охватывающей детали.
Запас по мощности оборудования в 1,5-2 раза, чем расчетное усилие запрессовки.
22. Проектирование операций тепловой сборки с натягом типа «вал-втулка».
Ответ:
Тепловая сборка

При сборке с тепловым воздействием необходимо рассчитать температуру, время нагрева или охлаждения и ряд других данных.
Для облегчения процесса сборки температурные деформации сопрягаемых деталей должны не только превышать максимальный натяг δ в соединении, но и создавать монтажный зазор Δο, облегчающий выполнение соединений.
Максимальный зазор Δ0 рекомендуется выбирать равным 0,0006...0,0007d для диаметров 30...40 мм и 0,0007...0,0011d для диаметров 40...100 мм. При автоматической сборке соединений монтажный зазор Δο должен быть не менее 0,03 мм, чтобы обеспечить безотказное соединение простыми по конструкции и надежными в работе исполнительными механизмами.
Температуру нагрева или охлаждения собираемых деталей определяют по формуле
 (6.16)
(6.16)
Δο, δ — монтажный зазор и максимальный натяг соединения соответственно, мм;
 — коэффициент линейного расширения (сжатия),
— коэффициент линейного расширения (сжатия),  ;
;
d- диаметр соединения, мм.
Ниже приведены значения · 106 для различных материалов при нагреве (числитель) и охлаждении (знаменатель), :
Стали и стальное литье 11 / -8,5
Серый и ковкий чугуны 10 / -8
Медь 16 / -14
Бронзы 17 / -15
Латуни 18 / -16
Алюминиевые сплавы 22 / -18
Магниевые сплавы 26 / -21
При перемещении детали из нагревающего или охлаждающего устройства неизбежны ее охлаждение или нагрев. Приближенно можно считать, что эта температура составляет
25...30 °С, тогда формула (6 16) принимает вид
ίΑ = (Δ0+δ)/(α1d)±25..30°C.
Конечная температура детали будет равна tA + tH при нагреве и tн - tA при охлаждении, где tH — начальная температура детали.
Несмотря на бесспорные преимущества тепловых методов сборки, их технологические возможности ограничены рядом причин.
Обычно температуру tA + tн нагрева охватывающей детали ограничивают 350 °С, так как дальнейшее ее увеличение нецелесообразно, ибо ведет к снижению твердости, появлению окалины (оксидных пленок) При значительной разнице коэффициентов линейного расширения  и
и  нагрев в процессе сборки охватываемой детали от охватывающей может быть причиной возникновения остаточных напряжений.
нагрев в процессе сборки охватываемой детали от охватывающей может быть причиной возникновения остаточных напряжений.
Температура охлаждения (tн - tA) ограничивается температурой хладоагента -78,5 °С для твердой углекислоты, -182,5 °С для жидкого кислорода и —195,8 °С для жидкого азота
У сталей аустенитного класса (У7, У12, ХГ, 9XC, ШХ15 и др. ) при охлаждении до низких температур и последующем быстром нагреве аустенит переходит в мартенсит с резким увеличением объема .Эта особенность сохраняется во времени (эффект памяти формы) и может вызвать перенатяг в соединении.
Например, у валов диаметром 50 мм из стали ХВГ с содержанием аустенита от 13 до 45 %* увеличение диаметра составляет от 0,07 до 0,25 мм, что недопустимо, так как возникающее от натяга в сопряжении напряжение должно быть меньше предела текучести.
При использовании охлаждающих сред необходимо соблюдать меры предосторожности вследствие их токсичности и взрывоопасности.
Тепловая сборка не дает нужного эффекта, если диаметр соединения d ≤ 15 мм (увеличения или уменьшения размера детали недостаточно, чтобы вместо посадки с натягом получить посадку с зазором), а при 15 мм < d < 40 мм необходимо подвергать тепловому воздействию обе сопрягаемые детали. Поэтому поперечно-прессовую сборку рекомендуется применять при диаметрах сопряжения d ≥ 40...50 мм с тепловым воздействием на одну из собираемых деталей. При этом необходимо учитывать, что сборка с охлаждением охватываемой детали обеспечивает прочность соединения на 10...15 % выше, чем сборка с нагревом охватывающей детали.
Применение гальванических покрытий толщиной ~20 мкм из таких металлов, как Рв, Zn, Cu, повышает прочность соединения в l,4...1,7 раза, так как этот слой заполняет все микронеровности и площадь контакта сопрягаемых поверхностей возрастает (оптимальная шероховатость Ra = 2,5...3,2 мкм). Вследствие того, что эти металлы обладают хорошими антикоррозийными свойствами, снижается фреттинг-коррозия сопрягаемых поверхностей.
При распрессовке таких соединений разрушение происходит по слою гальванического покрытия и основной металл не повреждается.
Увеличение прочности таких соединений позволяет уменьшить расчетный натяг на 10...30 %, что снижает напряжения растяжения и повышает усталостную прочность особенно у деталей, работающих в условиях знакопеременных нагрузок.
Сборку как продольно, так и поперечно-прессовых соединений достаточно легко механизировать и автоматизировать, первые как соединения с натягом, вторые — с зазором (тепловым). Причем расчет условий собираемости по формулам (6.8) и (6.9) в последнем случае надо вести на минимальный тепловой зазор.
(Здесь и далее % {no массе))
При автоматической сборке для нагрева охватывающих деталей вместо электропечей и масляных ванн целесообразно использовать индукционные нагревательные устройства (время нагрева до 300 °С составляет 10...12 с на каждый килограмм массы детали), позволяющие нагревать деталь прямо на сборочной позиции перед выполнением соединения.
Для автоматизации процесса охлаждения охватываемых деталей разработаны установки для поштучной выдачи охлажденных деталей прямо на сборочную позицию. В противном случае необходимо применять роботы-манипуляторы или специальные механизмы для переноса охлажденных деталей из сосудов Дьюаpa на сборочную позицию.
23. Проектирование операций сборки подшипников качения.
Дата добавления: 2015-01-29; просмотров: 7134;