Поперечная разделка.
Выборка на всю толщину сварного шва не выполняется. Толщина остающегося металла должна быть не менее 1мм. После выполнения разделки производится контроль, включая рентгенографический.
Заварка дефектного участка.
После заварки зачищаются неровности поверхности с сохранением усиления шва.
5.) повторный контроль сварного соединения неразрушающими методами.
В зависимости от степени ответственности сварных соединений допускается 2-х или 3-х кратная подварка дефектного участка. При этом контролируется длина подварки и суммарная длина всех подварок на ремонтируемом изделии. Суммарная длина участков сварных швов с любыми дефекта, подлежащих доработке посредством подварки, не должна превышать 30% при длине шва 500мм и 20% при длине шва более 500мм.
Дефектные участки со сквозными трещинами не выбирают, а засверливают по концам, отступая от края трещины на 10-15 мм. Диаметр сверла – 4 - 5мм. Дефектный участок затем проваривают на всю толщину. При толщине металла до 2,5мм используется сверло диаметром 1,5-2,5мм.
Непровары в корне шва выбирают, выполняя разделку следующей формы с обратной стороны:
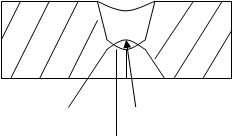 |
R 5 мм

15о
Заварку дефектных участков, как правило, осуществляют в основном ручной сваркой. В некоторых случаях, если это допускается, заварку производят на автоматах. В качестве присадочного материала при подварке применяют проволоку той же марки, что и при сварке основного металла. Для алюминиевых сплавов перед подваркой проволоку протравливают и шабрят до металлического блеска. Возбуждение дуги при подварке производят на технологической пластине, а вывод ее после окончания подварки выполняют на сварной шов. Вывод дуги на основной металл запрещается. Перед подваркой подбирают режим подварки на технологических образцах, толщина которых равна толщине подвариваемого участка в зоне участка.
При контактной сварке дефектные точки засверливают с установкой на их место заклёпок или заваркой отверстия ручной дуговой сваркой. Если допускается, то ставят повторную точку рядом с первой.
Тема 12. ОБЩИЕ СВЕДЕНИЯ О СВАРОЧНЫХ ДЕФЕКТАХ.
Дата добавления: 2015-01-24; просмотров: 1524;