Тяговые цепи
Основными параметрами тяговой цепи являются шаг звена, разрушающая нагрузка, масса 1 м цепи, определяющим признаком является конструкция цепи [2].
Круглозвенные сварные цепи (рис. 2.1) изготавливаются из круглой легированной стали отрезками 1–2 м, соединяются в процессе сборки с грузонесущими элементами с помощью соединительных звеньев.

а б
Рис. 2.1. Круглозвенные сварные цепи:
а – короткозвенные; б – длиннозвенные
Преимущества круглозвенных цепей: простота конструкции; малая стоимость; пространственная гибкость; наличие открытого самоочищающегося шарнира [2].
Недостатки круглозвенных цепей: малая площадь контакта звеньев; быстрое изнашивание; недостаточная точность изготовления звеньев.
Литые цепи (рис. 2.2) имеют разнообразные конструкции, изготавливаются из ковкого чугуна.

Рис. 2.2. Литая разборная цепь из ковкого чугуна:
а – конструкция; б – способ сборки-разборки
Преимущества литых цепей: малая стоимость; возможность изготовления звеньев сложной конфигурации.
Недостатки литых цепей: большая масса; невысокая надежность.
Литые цепи применяют в конвейерах с контурными скребками сложной конфигурации [2].
Комбинированные цепи (рис. 2.3) изготавливают из звеньев, отлитых из ковкого чугуна или стали заодно с втулками, и точеных стальных валиков, возможно сочетание литых внутренних звеньев с наружными штампованными звеньями из полосовой стали [2].Пластинчатыми являются цепи со звеньями из пластин, соединенных валиками или втулками [2]. Для крепления грузонесущих элементов конвейеров к цепи пластины обычно выполняют с отверстиями или снабжают их полками с отверстиями. По конструкции узла шарнира пластинчатые цепи:
· безвтулочные (рис. 2.4):
· безроликовые; роликовые;
· втулочные (рис. 2.5): без роликовые; роликовые;
· катковые (рис. 2.6): с гладкими катками; с ребордами на катках.
При легких режимах работы применяют пластинчатые безвтулочные цепи (рис. 2.4), которые имеют наиболее простую конструкцию и низкую стоимость и применяются в конвейерах только при малых скоростях и невысоких нагрузках.
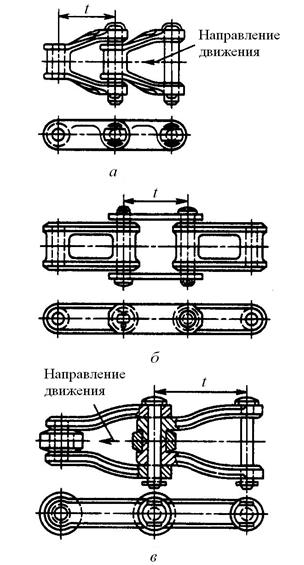
Рис. 2.3. Комбинированные цепи:
а, б – безроликовые; в – роликовая
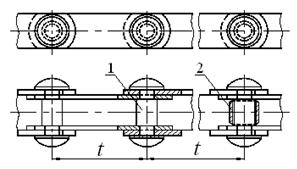
Рис. 2.4. Пластинчатые цепи безвтулочные:
1 – безроликовые; 2 – роликовые
Наиболее эффективными и имеющими широкое применение являются роликовые и катковые пластинчатые цепи [2]. При перегибе цепи на звездочке давление между валиком и втулкой в шарнире распределяется по значительно большей поверхности, чем у безвтулочной цепи, поэтому при одинаковых усилиях давление и износ в шарнире получаются меньшими.
При средних и тяжелых режимах работы используют втулочные (безроликовые и роликовые) (рис. 2.5) и катковые пластинчатые цепи (рис. 2.6). При применении на конвейере в качестве тягового элемента двух параллельных цепей отдельные валики выполняют иногда в виде сквозной оси, соединяющей обе цепи.
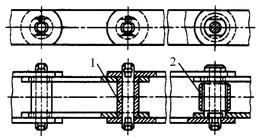
Рис. 2.5. Пластинчатые цепи втулочные:
1 – безроликовые; 2 – роликовые
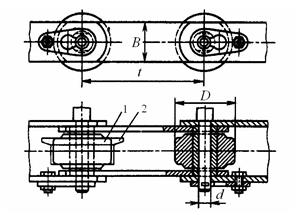
Рис. 2.6. Пластинчатые цепи катковые:
1 – с гладкими катками; 2 – с ребордами на катках
Ролики устанавливают для уменьшения износа валика или втулки и зуба звездочки. Катки служат также ходовыми опорами, т. к. цепь на них движется по направляющим путям. По форме звеньев различают цепи с прямыми и изогнутыми пластинами. Наибольшее распространение в конвейерах получили роликовые и катковые пластинчатые цепи.
Катки цепи устанавливают на подшипниках скольжения или на подшипниках качения. Цепи с катками на подшипниках качения применяют на конвейерах тяжелого типа с большими нагрузками (тележечные конвейеры) для уменьшения сопротивления движению цепи.
Основные параметры и размеры цепей регламентированы ГОСТ 588–81, основными параметрами тяговой цепи являются: шаг звена, разрушающая нагрузка, масса 1 м цепи; определяющим признаком является конструкция цепи. Нормальный ряд шагов цепи: 40, 50, 63, 100, 125, 160, 200, 250, 315, 400, 500, 630, 800 и 1000 мм.
Пластинчатые цепи имеют широкое применение в пластинчатых, ковшовых, тележечных, цепенесущих конвейерах и элеваторах. Преимуществами тяговых пластинчатых цепей являются: простота изготовления; экономичность производства; удобство крепления рабочих элементов; высокая точность изготовления; высокая прочность и износостойкость.
К недостаткам пластинчатых цепей относятся: отсутствие пространственной гибкости; сложность обеспечения неподвижных соединений деталей шарниров с пластинами.
Коэффициентом запаса прочности тягового элемента является отношение разрушающей нагрузки к допускаемой. Принятый запас прочности должен обеспечивать надежную, безопасную и долговечную работу конвейера в определенных условиях эксплуатации.
Разборные цепи (рис. 2.7, 2.8) по конструкции и способу изготовления: кованые (горячештампованные); холодноштампованные [2].

Рис. 2.7. Разборные холодноштампованные цепи:
а – с фиксированными валиками; б – с искривленными пластинами;
1 и 2 – пластины; 3 – валик
Эти цепи являются наиболее совершенными и применяются в подвесных, сборочных, тележечных, скребковых конвейерах. Основные параметры разборных цепей регламентированы ГОСТ 589-74.

Рис. 2.8. Холодноштампованная разборная цепь:
1 – наружное звено цепи; 2 – внутреннее звено цепи; 3 – валик
Вильчатые цепи (рис. 2.9) используются на конвейерах с погруженными скребками и имеют упрощенный безвтулочный шарнир [2]. Запас прочности для изготовления цепей выбирают повышенным (12–15) с учетом уменьшения сечения звена от износа.
Параметры вильчатых цепей регламентированы ГОСТ 12996-79, нормальный ряд шагов цепи: 100; 125; 160; 200; 250 мм.
Профиль зуба звездочки для тяговых цепей строят графически. Основным расчетным параметром является диаметр делительной окружности. Приводные звездочки отливают из стали 35Л или изготавливают в виде зубчатого венца из листовой стали 40 или 50; зубья звездочек подвергают поверхностной обработке.
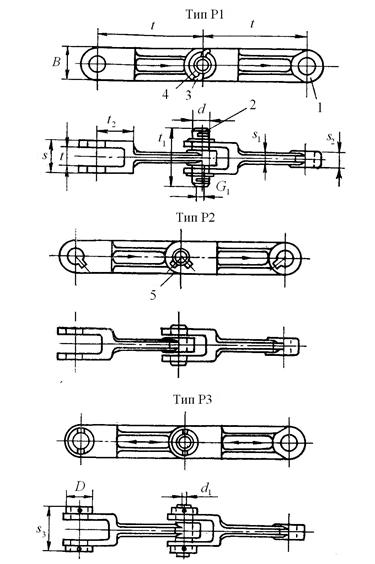
Рис. 2.9. Вильчатая цепь:
1 – звено; 2 – палец; 3 – шплинт; 4 – шайба; 5 – штифт-шпонка
Дата добавления: 2015-01-09; просмотров: 2060;