Операция 015 токарная
Комплексно-механизированные поточные линии для производства короткорезанных макаронных изделий включают один или два пресса ЛПЛ-2М (в зависимости от производительности сушилки), сушилку, стабилизатор-накопитель (или виброохладитель), фасовочную машину и ёмкость для упаковки изделий насыпью.
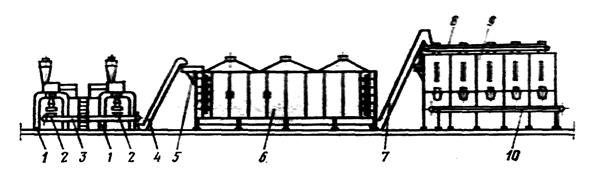
Рис. 51.Схема комплексно-механизированной поточной линии
с сушилкой СПК-4Г-90
Наиболее часто комплексно-механизированные линии включают в себя пятиленточные паровые конвейерные сушилки (типа СПК). Схема возможного варианта такой линии с установкой всего оборудования на одном этаже представлена на рис. 51.
 |
Отформованные сырые изделия из сборных воронок 2установленных под матрицами прессов 1, с помощью сборного транспортёра 3 и наклонного ковшового элеватора 4 подаются в раскладчик 5. Когда сушилка расположена на значительном удалении от пресса, подача сырых изделий осуществляется сжатым воздухом по трубопроводу. Высушенные в сушилке 6 изделия элеватором 7 направляются на распределительный транспортёр 8 стабилизатора-накопителя 9. Стабилизированная продукция ленточным транспортёром 10 подаётся в упаковочное отделение.
Рис.52. Схема комплексно-механизированной поточной линии
с двумя сушилками СПК – 90
Для повышения прочности высушиваемых короткорезанных изделий, а следовательно, смягчения режима сушки в комплексно-механизированных линиях было предложено устанавливать две сушилки СПК последовательно (рис. 52).
Подача сырых изделий от пресса 1 в раскладчик 4 первой сушилки 5 производится сборным ленточным транспортёром 2 через течку 3. Подсушенные изделия с нижней ленты первой сушилки на верхнюю ленту второй сушилки 7 ссыпаются через межэтажное перекрытие по широкой течке 6 без применения второго раскладчика. Высушенные изделия с нижней ленты второй сушилки при помощи течки 8 поступает на ленту распределительного транспортёра 9, находящегося над бункерами стабилизатора-накопителя11, а затем в одну из его секций.
Загрузка секции сухими изделиями с распределительного транспортёра может осуществляться с помощью поворотных заслонок 10. Каждая секция имеет в нижней части передней стенки щелевидное отверстие с заслонкой, через которое изделия ссыпаются на вибрационный транспортёр 12.
Последний подаёт изделия к следующей течке 13, направляющей их к фасовочной машине 15 либо в бункер 14, где производится упаковка макаронных изделий насыпью.
Операция 015 токарная
 |
| |



| |

























| |










 1.Точить поверхность, выдерживая
1.Точить поверхность, выдерживая
размеры 1,2.
2.Точить поверхность, выдерживая
 размер 3.
размер 3.
|
Рис.1 Фрагмент технологического процесса
механической обработки детали
Рассмотрим технологическую цепь при механической обработке детали (рис.1). Будем анализировать осевые размеры. Операционные размеры А1, А2, А3 представим на одном эскизе (рис.2). Размеры А1, А2, А3 непосредственно выполняются в ходе обработки. Размер А∆ непосредственно не выполняется, он получается автоматически. Размеры А1, А2, А3, А∆ образовали замкнутый контур, что говорит о том, что размеры взаимосвязаны друг с другом.
 |
Рис.2. Эскиз совмещенных переходов
Размерная цепь состоит из звеньев. Звено размерной цепи – один из размеров, образующих размерную цепь. Звенья подразделяются на замыкающее звено и составляющие звенья.
Замыкающее звено – звено размерной цепи, являющееся исходным при постановке задачи или получающееся последним в результате её решения. На рис.2 это звено А∆.
Составляющие звенья подразделяются на увеличивающие и уменьшающие.
Увеличивающее звено – составляющее звено размерной цепи, с увеличением которого замыкающее звено увеличивается. На рис.2 это звено А1.
Уменьшающее звено – составляющее звено размерной цепи, с увеличением которого замыкающее звено уменьшается. На рис.2 это звенья
А2, А3.
Для определения увеличивающих и уменьшающих звеньев удобно пользоваться методом обхода по контуру (особенно для многозвеньных размерных цепей). Метод заключается в следующем: на схеме размерной цепи замыкающем: на схеме размерной цепи замыкающему звену задают определенное направление (для единообразия рекомендуется справа-налево, т.е. против часовой стрелки). Далее по этому направлению обходят по всему контуру, ставя на звеньях стрелки. Уменьшающие звенья имеют одинаковое направление с замыкающим звеном, увеличивающие – противоположное. Применительно к размерной цепи на рис.2 обход по контуру имеет следующий вид (рис.3).
 |
Рис.3. Обход по контуру размерной цепи
В принципе направление обхода по контуру может быть и по часовой стрелке. При этом условие определения увеличивающих и уменьшающих звеньев не меняется: уменьшающие звенья имеют одинаковое направление с замыкающим звеном, увеличивающие – противоположное.
Основное уравнение размерной цепи
На основе обхода по контуру рассматриваемая размерная цепь аналитически может быть записана следующим образом:
 .
.
Записываем относительно замыкающего звена:
 (1)
(1)
В более общем виде:
 (2)
(2)
Здесь  – замыкающее звено;
– замыкающее звено;  – увеличивающее звено;
– увеличивающее звено;
 – уменьшающее звено.
– уменьшающее звено.
Уравнения (1), (2) – основные уравнения линейной размерной цепи.
Для угловой размерной цепи основное уравнение имеет вид:
 . (3)
. (3)
Здесь  – передаточное отношение i-звена (коэффициент, характеризующий степень влияния отклонения составляющего звена на отклонение замыкающего),
– передаточное отношение i-звена (коэффициент, характеризующий степень влияния отклонения составляющего звена на отклонение замыкающего),  – угол между
– угол между  и .
и .
Первая производная  отражает постоянство угла ;
отражает постоянство угла ;  отражает то, что проектируется на .
отражает то, что проектируется на .
Выражение (3) принято записывать следующим образом
 . (4)
. (4)
Технологические размерные цепи в основном линейные, в них  В дальнейшем будем рассматривать только линейные размерные цепи.
В дальнейшем будем рассматривать только линейные размерные цепи.
Дата добавления: 2015-03-23; просмотров: 1014;