Фрезерные станки

|
Горизонтальные протяжные станки компании «Hoffmann-Lapointe» (Германия) предназначены для обработки методом протягивания наружных и внутренних поверхностей различных деталей (круглых, шлицевых, шпоночных пазов, винтовых шлицев и канавок, др.)
Основными особенностями станков являются:
- электрогидравлический или электромеханический привод;
- широкий диапазон скоростей резания;
- жесткая и виброустойчивая конструкция, обеспечивающая высокую точность обработки;
- мощный привод главного движения.
| Тип станка | Для внутреннего протягивания | Для наружного протягивания |
| Тяговое усилие, кН | 63 - 630 | 63 - 630 |
| Ширина салазок, мм | 400 - 500 - 630 | 400 - 500 - 630 |
| Длина хода рабочих салазок, мм | 1000 - 2750 | 1000 - 6000 |
| Скорость рабочего хода, м/мин | 1 - 40 | 1 - 40 |

| 
|
Фрезерные станки
На фрезерных станках обрабатываются плоскости, фасонные поверхности, канавки, нарезаются наружные и внутренние резьбы, зубчатые колёса и многолезвийные инструменты с прямыми и винтовыми зубьями (фрезы, развёртки и др.)
Фрезерные станки общего назначения различают по компоновке:
1. Консольные (с консольным столом), в том числе а) вертикальные;
б) горизонтальные; в) широкоуниверсальные.
2. Бесконсольные (или иначе с крестовым столом). Они чаще вертикальные, но есть и горизонтальные.
3. Продольно-фрезерные (ПФС). Они бывают одностоечные и двухстоечные.
4. Специализированные (например, карусельно-фрезерные).
Основным размером фрезерных станков являются ширина стола, которая у консольных станков бывает от 100 до 500 мм; у бесконсольных – от 320 до 1000 мм, у ПФС – от 320 до 5000 мм.
Главное движение резания у всех фрезерных станков – вращение фрезы.
Характерной особенностью фрезерных станков является независимость подач
от главного движения резания. Размерность подач – мм/мин.

Рисунок 7.1. Основные типы фрез: а – цилиндрическая; б – дисковая; в – концевая;
г – торцовые; д – фасонная.
У консольных фрезерных станков стол имеет продольную и поперечную подачи и вместе с консолью перемещается вертикально по направляющим стойки. У бесконсольных станков стол также имеет продольную и поперечную подачи, но расположен на станине, а вертикальное перемещение передано шпиндельной бабке.
У продольно-фрезерных станков столу с тяжёлыми заготовками оставлено только продольное перемещение, а остальные движения подач переданы фрезерным бабкам, т.к. заготовки на этих станках имеют вес от нескольких тонн, до нескольких сотен тонн.
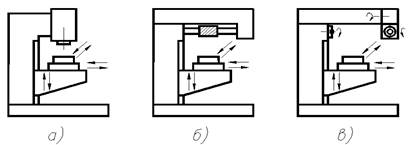
Вертикально-фрезерные консольные станки - предназначены для выполнения широкого круга фрезерных работ, выполняемых торцовыми, концевыми и другими фрезами, которые крепятся в цанговых патронах и на оправках.
Отличительной приметой этих станков является вертикальное расположение шпинделя и наличие консоли. Станки позволяют использовать режущие свойства быстрорежущего и твердосплавного инструмента. Заготовки устанавливаются на прямоугольные столы размером от 200 х 800 до 630 х 1600 мм или круглый накладной стол диаметром 320 мм и более.
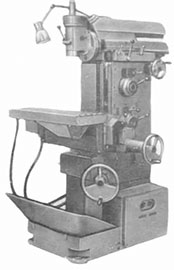
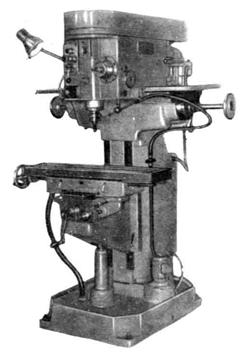
Имеют идентичные органы управления, относительно мало отличающиеся друг от друга, рис. 7.2, а, б.
Некоторые модели вертикально-фрезерных станков: 6102А, 6103, 6104, 6Н11,6Т12 (6Р12, рис.7.3,а), 6Д10, 6С12Ц, 6К11, 6К12, 6М12ПБ, 6Т10, 6Т13,6Н14, FSS350MR (FSS315MR),FSS450MR, FV-251M, FV-301(рис. 7.3, б), FV-401, JTM-1050TS, XW 5032B, ВМ - 127, ГФ3571.
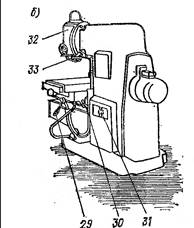
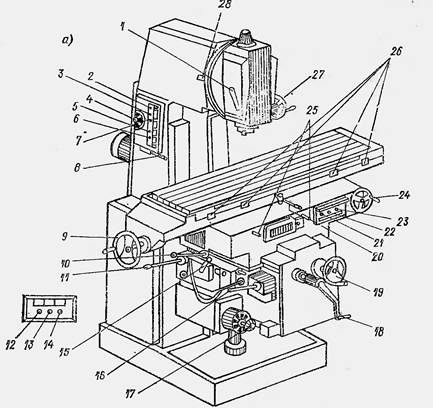
Рис. 7.2
шпиндель»; 23 – кнопка «Быстрый ход стол»; 24 – ручное медленное перемещение стола; 25 – зажим стола; 26 – место установки путевых
кулачков; 27 – ручное перемещение гильзы шпинделя; 28 – квадрат поворота фрезерной головки; 30 – зажим консоли на станине; 31 – переключатель автоматического управления и механической подачи круглого поворотного стола (съёмная принадлежность станка); 32 и 33 – зажимы головки.

а) б)
Рисунок 7.3. Вертикально фрезерные консольные станки а) – 6Р12; б) – FV 301.
| Харака ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ, ВЕРТИКАЛЬНО - КОНСОЛЬНО - ФРЕЗЕРНЫЙ СТАНОК 6Р12 | |
| Размеры стола, мм | 320х1250 |
| Перемещение стола, мм - продольное (X) - поперечное (Y) - вертикальное (Z) | 800 320 420 |
| Угол поворота шпиндельной головки в продольной плоскости, град | ± 45 |
| Частота вращения основного шпинделя, об/мин | 31,5...1600 |
| Конус основного шпинделя | |
| Подача стола, мм/мин: - продольная (X) - поперечная (Y) - вертикальная (Z) | 12,5...1600 12,5...1600 4,1...430 |
| Быстрый ход, мм/мин: - продольный (X) 4000 - поперечный (Y) 4000 - вертикальный (Z) 1330 | 4000 4000 1330 |
| Мощность основного шпинделя, кВт | 7,5 |
| Габариты станка, мм | 2280х1965х2265 |
| Масса станка, кг |
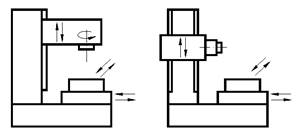
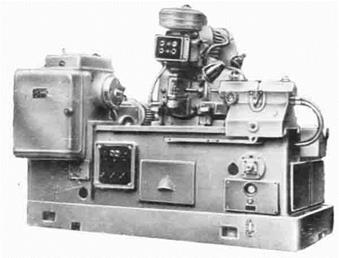
Бесконсольные вертикально-фрезерные станки. Отличительными особенностями конструкций станков этого типа являются: отсутствие консоли, более жесткие станина и стойка, повышенная мощность, червячно-реечный привод (Рис. 7.4). Фрезерование производится главным образом торцовыми головками, а также торцовыми, цилиндрическими и фасонными фрезами.Повышенная мощность и жесткость, а также высокие числа оборотов шпинделя позволяют производить на этих станках скоростное фрезерование торцовыми головками с пластинками твердых сплавов. Продольные и поперечные подачи стола осуществляются отдельными электродвигателями постоянного тока с бесступенчатым регулированием чисел оборотов. Бесступенчатое регулирование подачи в широком диапазоне позволяет производить выбор оптимальной минутной подачи при фрезеровании.
.Станки непрерывного фрезерования бывают карусельно-фрезерные, у которых стол с заготовками (карусель) поворачивается относительно вертикальной оси, и барабанно-фрезерные, с горизонтальной осью поворота барабана (стола) также при круговой подаче. Станки применяют в условиях серийного и массового производства, при этом часто загрузка-выгрузка заготовок
Т а б л и ц а 2. Основные характеристики бесконсольных вертикально-фрезерных станков 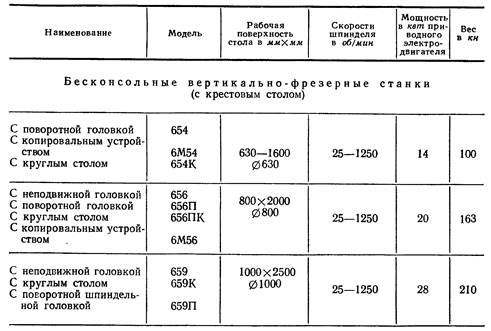

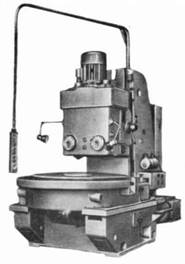
Рисунок 7.4 Бесконсольный вертикально-фрезерный (с крестовым столом)
станок DEKA ХА7140.
на карусель или барабан осуществляется на ходу, без их остановки. Отдельные станки имеют больше одного шпинделя. Коробка скоростей таких станков зачастую включает сменные колеса, которые подбираются для обработки конкретной заготовки, но есть и с обычные коробки скоростей.
Модели карусельно-фрезерных станков: 6210, 6А21, 6А23 (Рис.7.5,а), 6М23, 6М23В, 621М, ГФ-261М, ГФ-3210, ГФ-3223, 6М23С13, КС630, КС631, УФ-0946.

;
Рис. 7.5. Карусельно-фрезерные станки:
а) – 6А23;
б) - УФ5144.
а) б)
Модели барабанно-фрезерных станков: 6021, 6022, 6023, ГФ-428, ГФ-699.
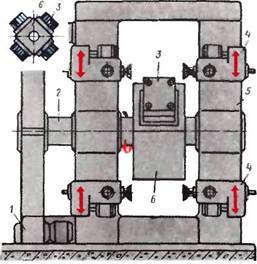 Рисунок 7.6. Компоновка барабанно-фрезерного станка. Рисунок 7.6. Компоновка барабанно-фрезерного станка.
|
Барабанно-фрезерные станки (Рис.7.6) служат для обработки параллельных плоскостей заготовок одновременно с двух сторон. Заготовки, подлежащие обработке, устанавливают на барабан, который вращается внутри станины, имеющей портальную форму. Фрезы помещены на расположенных с двух сторон одношпиндельных или двухшпиндель-ных бабках, с каждой стороны по две. Одна бабка с каждой стороны служит для чернового фрезерования, другая - для чистового.
Копировально-фрезерные станки выполняются универсальными и специализи-рованными, для обработки конкретной детали (шинных пресс-форм, профиля плоских шаблонов, лонжеронов, лопаток турбин и т. п.). Универсальные копировальные станки позволяют делать гравировку или изготовлять штампы, матрицы, пресс-формы и другие детали с рельефными поверхностями и контурами. Собственно копирование осуществляется по разметке с ручным управлением, по плоскому шаблону, по объемной модели (из гипса, дерева, металла), по программе, записанной на магнитной пленке, или по копиру. Станки этого типа работают специальными или обычными стандартными фрезами.
Модели копировальных станков: 6464, 6Л463, 6А426, 6М42К, 6441Пр, TM-4С414, R600 (Рис.7.7), 6А463.
 Рисунок 7.7. Копировально-фрезер-ный станок R 600 фирмы HIGH POINT INC, США. Рисунок 7.7. Копировально-фрезер-ный станок R 600 фирмы HIGH POINT INC, США.
|
Копировально-фрезерный станок R 600 с верхним расположением шпинделя, тяжелой серии для обработки заготовок больших размеров.
На копировально-фрезерном станке R 600 можно выполнять такие работы, как фрезерование внутри контура щитовых деталей различных фигурных пазов. Кроме того на копировально-фрезерном станке R 600, можно вырезать фигурные детали с высоким качеством поверхности реза.
Технология обработки деталей на копировально-фрезерном станке: снизу к заготовке крепится шаблон, затем конструкция укладывается на рабочий стол и край шаблона упирается в установленный на столе копир. После нажатия на педаль, сверху на заготовку опускается фреза на установленную глубину, заготовка с шаблоном перемещается относительно копира и на поверхности заготовки получается соответствующий фигурный контур. Высокая частота вращения фрезы (до 20 тыс. об/мин) копировально-фрезерного станка позволяет получать идеальное качество поверхности не требующее последующего шлифования.
| Рисунок 7.8. Станок гравировальный копи-ро вально-фрезерный с пантографом 6Л463. |
 Технические характеристики станка 6Л463:
Технические характеристики станка 6Л463:
Н - класс точности станка по ГОСТ 8-82, (Н, П, В, А, С)
320 - длина рабочей поверхности стола, мм
200 - ширина стола, мм
Наибольшее перемещение по осям, мм:
200- X
125- Y
250- Z
1260 15900 - пределы частоты вращения шпинделя, Min/Max, об/мин
0,27- мощность двигателя гл. движения, кВт
Габаритные размеры станка, мм:
1100 - длина
1000 - ширина
1260 - высота
250 - масса станка с выносным оборуд., кг
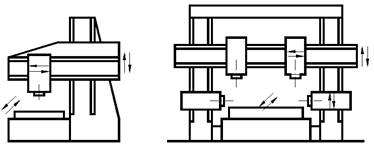
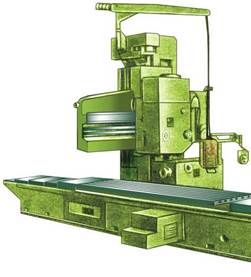
 Продольно-фрезерные станки. Одностоечные и двухстоечные (портальные), с одним или несколькими шпинделями позволяют фрезеровать вертикальные, горизонтальные и наклонные плоскости, пазы и т. п. на самых длинных и крупных заготовках (массой до 30 т) или группы заготовок одновременно в условиях серийного производства с применением быстрорежущих и твердосплавных цилиндрических, торцовых, концевых, дисковых, угловых и фасонных фрез.
Продольно-фрезерные станки. Одностоечные и двухстоечные (портальные), с одним или несколькими шпинделями позволяют фрезеровать вертикальные, горизонтальные и наклонные плоскости, пазы и т. п. на самых длинных и крупных заготовках (массой до 30 т) или группы заготовок одновременно в условиях серийного производства с применением быстрорежущих и твердосплавных цилиндрических, торцовых, концевых, дисковых, угловых и фасонных фрез.
Рисунок 7.9. Угловая фреза.
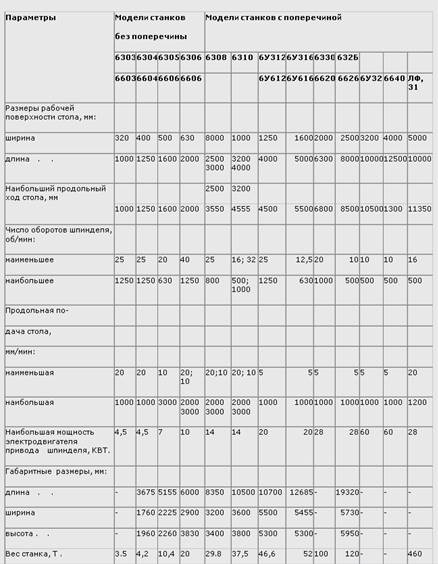
Некоторые станки позволяют вести встречное и попутное фрезерование, а также фрезерование по полуавтоматическому циклу: подвод фрезы — фрезерование — останов — разгрузка — возврат фрезы в исходное положение — загрузка и т. д. Оптимальные режимы фрезерования устанавливаются путем бесступенчатого регулирования частоты вращения шпинделя и величины подачи. Значительные припуски обрабатываемых заготовок приводят к образованию стружки, которая отводится вибротранспортером. Одной из главных характеристик станков этого видаявляется площадь стола; у серийных станков она определяется габаритами от 400 х 1250 мм (мод. 6304 одностоечная) до 2500 х 8000 мм (мод. 6625 двухстоечная). Характеристики станков приведены в Табл. 7.2.
Одностоечные модели (третий тип станков): 6303, 6308, 6310, 6У312 (Рис.7.10).
 Портальные модели (шестой тип станков): 6604, 6605, 6606, 6Г608, 6У612 (Рис. 7.12).
Портальные модели (шестой тип станков): 6604, 6605, 6606, 6Г608, 6У612 (Рис. 7.12).
Рисунок 7.10 Одностоечный продольно-фрезерный станок 6У312,
Ульяновский завод тяжёлых станков (УЗТС).
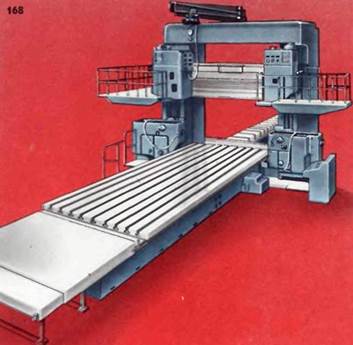
Рисунок 7.11 Двухстоечный продольно-фрезерный станок 6625,
Горьковский завод фрезерных станков.
Т а б л и ц а 7.2 Техническая характеристика продольно-фрезерных станков.
Широкоуниверсальные фрезерные станки могут работать с горизонтальным, наклонным или вертикальным расположением одного или двух шпинделей при обработке средних по величине деталей различной формы цилиндрическими, дисковыми, торцовыми фрезами и набором фрез. Эти станки оснащаются большим набором принадлежностей: угловыми и круглыми столами, тисками, делительными головками и столами, быстроходными головками и т. п. Стол станка имеет размеры от 200 х 500 мм (мод. 675) до 400 х 1600 мм (мод. 6М83Ш).
Делительные головки. Применяют при работе на консольно-фрезерных станках для установки обрабатываемой детали под требуемым углом относительно стола, станка, для поворота детали на определённый угол, для деления окружности на нужное число частей, а так же для непрерывного вращения обрабатываемой детали при фрезеровании винтовых канавок большого шага.
Различают делительные головки для непосредственного деления (делительные приспособления), оптические делительные головки и универсальные делительные головки. Универсальные делительные головки делятся на лимбовые и безлимбовые. Наиболее распространённые лимбовые головки, Рис.7.12. Рукоятка поворачивается на нужный угол с помощью лимба, который имеет несколько рядов отверстий, равномерно расположенных на концентричных окружностях. Фиксатор (рукоятку) можно вставлять в любое их этих отверстий.
Способ простого деления заключается в том, что вращением рукоятки поворачивают шпиндель на заданный угол. При простом делении делительный диск остаётся неподвижным.
Способ дифференциального деленияприменяют в тех случаях, когда простое деление осуществить невозможно, т.е. когда нельзя подобрать диск с нужным для простого деления числом отверстий. Он заключается в следующем. Требуемый поворот шпинделя делительной головки получается как совокупность двух поворотов: поворота рукоятки относительно делительного диска и поворота самого делительного диска, которому это движение сообщается принудительно от шпинделя делительной головки через сменные зубчатые колёса гитары.
Делительные столы. Обеспечивают удобное и быстрое закрепление заготовки с помощью трехкулачкового патрона (Рис.7.13). Выполняют прямое деление с помощью делительных дисков. В комплекте 7 делительных дисков для прямого деления на 2/3/4/6/8/12/24 и стол с четырьмя Т-образными пазами, который крепится к столу фрезерного станка.
 Рисунок 7.12. Универсальная делительная головка ТА 125. Лимбовая, для деления простым и дифференциальным способами.
Рисунок 7.12. Универсальная делительная головка ТА 125. Лимбовая, для деления простым и дифференциальным способами.
|
 Рисунок 7.13. Делительный стол с трех-кулачковым патроном Optimum RTE 165.
Рисунок 7.13. Делительный стол с трех-кулачковым патроном Optimum RTE 165.
|
Модели широкоуниверсальных станков (седьмой тип): 675, 675П, 676П, 6А73В, СФ-676, 6М76П-1, ДФ6725, 6725ПМ.
Станок СФ-676 позволяет выполнять следующие операции: фрезерование, сверление, развёр-тывание, растачивание, зенкерование, долбёжка. Обработка плоскостей производится дисковыми, торцевыми, концевыми угловыми и фасонными фрезами.
Фрезерные станок модели ФСМ 250/676М, предназначен для обработки деталей из черных и цветных металлов и их сплавов фрезерованием, сверлением, развертыванием, зенкерованием и растачиванием под различными углами к плоскости стола в производственных условиях.

| 
| 
|
| СФ - 676 | ФСМ 250/676М | 6М76П-1 |
| Рисунок 7.14 Модели «семёрочных» широкоуниверсальных станков. |
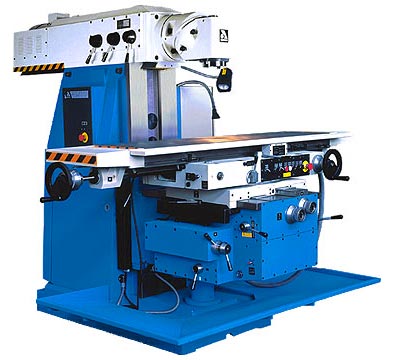
Горизонтально-фрезерные консольные станки отличаются наличием консоли и горизонтальным расположением шпинделя при обработке цилиндрическими, угловыми и фасонными фрезами плоских и фасонных поверхностей заготовок из различных материалов. Могут также использоваться торцовые и концевые фрезы. Универсальные станки этого вида отличаются тем, что их стол может поворачиваться относительно вертикальной оси ±45°, что позволяет вести обработку винтовых канавок на цилиндрических поверхностях с использованием делительной головки. Столы этих станков имеют размер от 160 х 630 мм (мод. 6Н80Г) до 400 х х 1600 мм (мод. 6М83) и имеют продольные Т-образные пазы для установки различных приспособлений. Ширина этих пазов обычно 14—28 мм. Этот размер следует учитывать при подборе или конструировании приспособления.
 Рисунок 7.15 Горизонтально-фрезерный станок 6Т83Д. Рисунок 7.15 Горизонтально-фрезерный станок 6Т83Д.
|
Модели горизонтально-фрезерных консольных станков (восьмой тип) : 6Н804Г, 6Н81Г, 6М83Г, 6К81Г, 6К82Г, 6Т82Г (6Р82Г), 6Т83Г, FW400MR.
Основные преимущества станка 6Т83Д:
Конструктивные:
· механизированное крепление инструмента в шпинделе;
· устройство периодического регулирования величины зазора в винтовой паре продольной подачи;
· предохранительная муфта защиты привода подач от перегрузок;
· торможение шпинделя при остановке электромагнитной муфтой.
Технологические :
· разнообразные автоматические циклы работы станка;
· широкий диапазон частот вращения шпинделя и подач стола;
· большая мощность приводов;
· высокая жесткость;
· надежность и долговечность.
К восьмому типу относятся и некоторые модели универсальных (6Т82, 6Т83 и др.) и широко-универсальных горизонтально-фрезерных станков, имеющих в маркировке букву «Ш» (6Т82Ш, 6К81Ш, 6ДМ80Ш, 6ДМ83Ш, FUV-401).
Универсальные фрезерные станки. Технологические возможности универсально фрезерных станков расширены по сравнению с обычными горизонтально-фрезерными за счёт использова-ния вертикальной фрезерной головки, универсальной фрезерной головки, универсального делительного аппарата, круглого делительного стола, долбежной головки, устройства для нарезания гребенок и других приборов и приспособлений.
Широкоуниверсальные фрезерные станки. Предназначены для выполнения всех видов фрезерных работ, сверления, зенкерования и растачивания отверстий на деталях из черных и цветных металлов, их сплавов и пластмасс в условиях единичного, мелкосерийного и серийного производства. В отличие от горизонтально-фрезерных станков широкоуниверсальные имеет еще одну шпиндельную головку, смонтированную на выдвижном хоботе, которую можно поворачивать под любым углом в двух взаимно перпендикулярных плоскостях. Возможна раздельная и одновременная работа обоими шпинделями. Для большей универсальности станка на поворотной головке монтируют накладную фрезерную головку, которая позволяет обработать на станке детали сложной формы не только фрезерованием, но и сверлением, зенкерованием, растачиванием и т. д. В некоторых широкоуниверсальных станках отсутствует консоль, а вместо нее по вертикальным направляющим станины. перемещается каретка. Каретка имеет горизонтальные направляющие для салазок с вертикальной рабочей поверхностью и Т-образными пазами, на которых крепят стол, делительные и другие приспособления. Широкая универсальность станка позволяет использовать его в экспериментальных и инструментальных цехах для производства кондукторов, зажимных приспособлений всех типов, инструментов, штампов, пресс-форм и других деталей.

Рисунок 7.16 Современный широкоуниверсальный фрезерный станок OMM64S.
Особенности OMM64S:
- два шпинделя (горизонтальный и вертикальный);
- четыре перемещения (X, Y, Z и гильзы вертикального шпинделя);
- широкий диапазон регулирования и высокие крутящие моменты главного движения и подач;
- широкая номенклатура принадлежностей и инструмента;
- работа горизонтальным и вертикальным шпинделями без съёма вертикальной головки и серьги;
- беззазорные шариковые винтовые передачи и синтетическое покрытие направляющих для высокоточного перемещения рабочих органов;
- базовые детали из синтетического гранита.
Разные фрезерные. Разные станки фрезерной группы включают металлорежущее оборудование, предназначенное для обработки конкретных заготовок или видов поверхностей: резьбофрезерные, шпоночно-фрезерные, шлицефрезерные, а также станки для обработки шлицев корончатых гаек, канавок спиральных и центровочных сверл, канавок шпоночных и дисковых фрез, плоскостей слитков и т. д.
- резьбофрезерные станки:


а) б)
Рисунок 7.17 - а) - резьбофрезерный станок 5Д63; б) – резьбовая гребёнчатая насадная фреза.
- шпоночно-фрезерные станки:

а) б)
Рисунок 7.18 – а)- шпоночно-фрезерный станок 692М; б) – набор шпоночных фрез.
- шлицефрезерные станки:
а) б)
Рисунок 7.19 – а)- шлицефрезерный полуавтомат 5350; б) – нарезание шлиц червячной
фрезой на шлицефрезерном станке.
- настольные фрезерные станки. Модели настольных станков: FPX-25Е,FP-48SP, ВМД-16В, ВМД-25В, JMD-15, JMD-2,JMD-18, ВМД-30В, OPTI BF20L Vario, JMD-3, JMD-18PF, JMD-45PF, JMD-45PFD.

| ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ МАЛОГАБАРИТНГО НАСТОЛЬНОГО ФРЕЗЕРНОГО СТАНКА ВМД-30В | |
| Максимальный диаметр сверления, мм | |
| Максимальный диаметр концевой фрезы, мм | |
| Максимальный диаметр торцевой фрезы, мм | |
| Размер стола, мм | 700х210 |
| Поперечное перемещение, мм | |
| Продольное перемещение, мм | |
| Вертикальное перемещение, мм | |
| Конус шпинделя | МТ3 |
| Ход пиноли шпинделя, мм | |
| Т-образные пазы, шт х мм | 3х12 |
| Частота вращения шпинделя, мм/об | 50-3000 |
| Диапазон поворота головки, град | 90 в обе стороны |
| Мощность двигателя 220в, кВт | 1,1 |
| Габаритные размеры, мм | 710 х 890 х 1120 |
| Вес нетто / брутто, кг | 220/250 |
Рисунок 7.20 Настольный малогабаритный
Фрезерный станок ВМД – 30В.
| <== предыдущая лекция | | | следующая лекция ==> |
| Горизонтальные протяжные станки | | | Инструмент для обработки отверстий |
Дата добавления: 2015-03-19; просмотров: 9418;