Способы формования керамических изделий.
| Исходя из содержания воды, в формовочной массе различают следующие основные способы формовки: способ литья (содержание воды 25–34%); пластический способ (воды 16–25%) – это свободная лепка, формование на гончарном круге, ручной оттиск в форме, формование по вращающейся гипсовой форме с помощью шаблона или ролика; полусухой способ (7–16% влажности); сухой способ (2–7% влажности). |
| Литье |
| Этот способ широко применяется в производстве художественных керамических изделий, что объясняется возможностью изготовления изделий самой разнообразной формы (посуда, вазы, скульптуры, сувениры и др.) и простотой процесса, не требующего сложного оборудования. Литьё керамических изделий ведётся в гипсовых формах с толщиной стенок 5–10 см (рис. 2). Гипс обладает высокой водопоглощаемостью (35%) и достаточной механической прочностью. Кроме того, гипсовая форма особенно четко и точно отражает очертания модели, которую она призвана воспроизводить. Процесс литья основан на способности пористой формы всасывать в себя воду из жидкой керамической массы с образованием на внутренней поверхности формы более плотного слоя массы толщиной до 2–10 мм. Толщина слоя отливки зависит от времени набора слоя и свойств литейного шликера (влажности, пластичности и гранулометрического состава). Шликер консистенции густых сливок заливают в гипсовую форму, причём спустя некоторое время в результате отдачи воды гипсовой форме, последняя сосредоточивает на своей внутренней поверхности частицы шликера, не способные пройти сквозь её поверхность, в результате чего происходит так называемое «насасывание черепка». При этом масса постепенно затвердевает, размеры формуемого изделия сокращаются и получаемый полуфабрикат легко отделяется от формы. Следует отметить, что изделия, отформованные литьём, отличаются рыхлостью и дают большую усушку. После каждой отливки гипсовая форма направляется на сушку. Различают два способа литья: сливной и наливной. Сливной метод применяют преимущественно для отливки тонкостенных изделий. Этот метод состоит в том, что залитый в гипсовую форму шликер выдерживают в ней некоторое время для образования на внутренней поверхности формы корки необходимой толщины, после чего избыток шликера сливают. Сливным способом можно отливать полые изделия сложной конфигурации, используя при этом разъёмные формы, а иногда приходится отливать изделие по частям, нередко сочетая сливной и наливной методы формовки с последующим склеиванием этих частей, как, например, при формовке кувшинов, чайников, скульптуры и др. Наливной метод формовки применяют преимущественно для отливки толстостенных изделий. В форме при этом образуются обе поверхности изделий: внешняя и внутренняя. Шликер из формы не выливается, а постоянно по мере всасывания пополняется до верхнего уровня. Наливной способ особенно широко применяется в производстве санитарной керамики. |
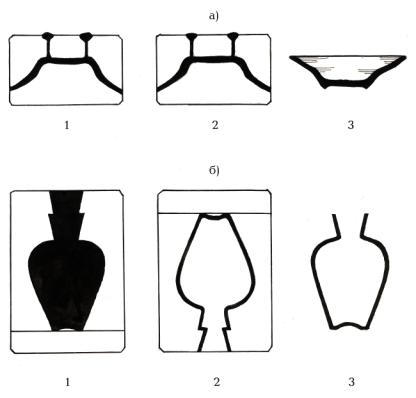 Рис. 2. Способы литья изделий:
Рис. 2. Способы литья изделий:
а – наливной; б – сливной; 1 – форма заполнена литейным шликером;
2 – подсушка отлитых изделий; 3 – изделие, извлеченное из формы
| Формовка пластическим способом |
| Формовка изделий из пластичных масс влажностью 18–25% – наиболее старый, традиционный способ изготовления керамических изделий. Ручная формовка не требует сложных приспособлений, и успех её проведения зависит от навыка мастера. Лепку используют преимущественно для изготовления мягких моделей из глиняных масс, обычно носящих уникальный характер. Ручная отминка в гипсовых формах применяется при изготовлении сложных по форме и крупных по размерам изделий (панно, скульптуры, детали каминов, фонтанов, крупных изразцов и т.д.). Отминкой можно изготавливать в условиях небольших мастерских мелкие партии художественных изделий (рис. 3). |
| При изготовлении панно на гипсовую форму накладывают пласт формовочной массы и тщательно проминают его так, чтобы была заполнена вся внутренняя поверхность формы. Толщина пласта должна быть примерно одинаковой во избежание растрескивания при сушке и обжиге. Примерно через сутки форму переворачивают на деревянный щит, покрытый грубой тканью, затем форму снимают, отформованное изделие зачищают и на деревянном щите переносят в сушилку. Для изготовления сложной объемной вазы или скульптуры формы обычно делают из двух половин. Пласты формовочной массы накладывают отдельно на каждую половину формы так же, как при изготовлении панно. Затем обе половины формы соединяют вместе. Место стыка проминают особенно тщательно. Затем форму с отформованным изделием устанавливают основанием вниз на деревянный щит, покрытый тканью, и обе половины формы последовательно осторожно снимают, изделие зачищают, прорабатывают в деталях и отправляют в сушку. При пластической формовке в формах нельзя применять густое тесто во избежание образования пустот и трещин. В данном случае применяют мягкое или нормальной густоты тесто. На предприятиях керамической промышленности в основном применяется машинная формовка. |
| Прессование |
| Формование изделий из порошкообразных керамических масс влажностью менее 10% носит название полусухого прессования. Сущность способа заключается в том, что тщательно перемешанную керамическую массу в виде порошка влажностью 12% подвергают спрессовыванию в механических и гидравлических прессах под достаточно высоким давлением (рис. 4). Изделия, изготовленные этим способом, отличаются небольшой усадкой и меньше деформируются в процессе сушки и обжига, поэтому полусухое прессование получило наиболее широкое применение в производстве изделий строительного назначения, например, керамических плиток, огнеупоров, а также способом прессования изготавливают плоские керамические изделия бытового назначения: блюда и тарелки самой разнообразной формы. |
| Гончарный способ |
| Этот способ выполняется при помощи гончарного круга и относится к машинно-ручному способу. На середину вершника забрасывают ком керамической массы, который проминают ладонями (гомогенизация). После проминки формовщик придаёт массе в процессе работы круга полую форму тела вращения. Формообразование обеспечивается механическим воздействием рук гончара на заготовку из глины, находящейся в состоянии пластического теста. При вытягивании основного объема изделия гончар левой рукой поддерживает формуемую стенку сосуда изнутри, а с внешней стороны формует изделие сначала непосредственно правой рукой, а затем отделывает с помощью специальных инструментов (рис. 5). Окончательный вид изделия зависит от способности и вкуса самого формовщика, что играет особенно важную роль при формовке художественных изделий. Выточенное на гончарном круге изделие нередко сочетается с последующей свободной лепкой или приставкой отдельных деталей, а иногда гончарные изделия декорируют с помощью печаток и отдельно отштампованных налепов. Вращение гончарного круга осуществляется ногой или приводным механизмом. |
Виды обжигов керамических изделий. Основные понятия об обжиге.
Существует два вида обжига, которые напрямую зависят от среды, в которой обжигают изделие – восстановительный и окислительный виды.
Обжиг окислительный это стандартный тип обжига, при котором получится белая или красная (смотря какого цвета глину вы будете использовать) посуда. Если вы выбираете восстановительный обжиг (температурный режим в 900 градусов), то вам необходимо будет замазать абсолютно все топочные устья, чтобы изделия из глины, выполненные своими руками, томились без какого-либо доступ воздуха.
При восстановительном обжиге в печи черепки приобретут черную или серую окраску. Все это происходит благодаря окиси железа, переходящей в закись, которая в силах образовать так называемый шпинель. Как раз этот шпинель и окрашивает черепки в темный или даже черный цвет. Зачастую, интенсивность оттенка зависит от температурного режима, который устанавливается в процессе обжига, а также от показателя качества лощения изделия.
В процессе обжига керамическая масса приобретает прочность, стойкость против внешних воздействий и ряд других физико-механических свойств, обусловливающих ее переход в камнеподобное состояние.
Главной задачей обжига является закрепление формы изделия и придания ему всех свойств, определяющих его назначение.
Обжиг в производстве любого керамического изделия является его важнейшей стадией, так как при обжиге формируются свойства керамических изделий.
В зависимости от назначения и характера керамического материала его обжиг можно вести в один прием или в несколько приемов.
Первый обжиг – утильный – сводится к закреплению формы изделия и к приобретению материалом всех основных, присущих ему свойств.
Второй обжиг – политой или глазурный – закрепление глазури на материале, а для фарфора – приобретение присущих ему основных свойств, которые не были получены при первом обжиге.
Третий обжиг – красочный или декоративный – закрепление на глазурованном материале надглазурной росписи. Этот обжиг может быть и многократным, в зависимости от количества и характера красок, наносимых на обожженный глазурованный материал.
Обжиг разделяют на 3 периода: подъём температуры – нагревание, выдержка при постоянной температуре и снижение температуры – охлаждение. В зависимости от материала, особенностей печи и садки обжиг проводят по определённому режиму, под которым понимают скорость подъёма и снижения температуры, температуру и время выдержки. Большую роль для некоторых керамических материалов играет среда обжига. Окислительную среду создают, обеспечивая свободный доступ воздуха, восстановительную – недостатком воздуха в печи (в случае газовой печи) и нейтральную, если доступ воздуха минимален. Среда оказывает большое влияние на химические процессы, происходящие в обжигаемом изделии, меняет его цвет и другие свойства. Большинство керамических изделий обжигают в условиях свободного доступа воздуха, т.е. в окислительной среде.
Физический смысл стадии обжига керамики заключается в процессе спекания – образования из отдельных дисперсных частиц, связанных в отформованном изделии прослойками технологической связки, монолитного плотного поликристаллического тела. После обжига изделие приобретает свои основные свойства: механическую прочность, твёрдость, необходимый цвет; форму изделия уже нельзя изменить, не разрушая его.
Терракота, майолика, гончарные изделия обжигаются при температуре 950–1140°С; фаянс: утильный обжиг – 1280°С, политой обжиг – 1150°С; фарфор: утильный обжиг – 900°С, политой обжиг 1300–1400°С.
При обжиге керамических масс имеют место сложные физические, химические и физико-химические процессы. В процессе обжига черепок претерпевает следующие изменения:
110°С – происходит удаление свободной влаги;
250–300°С – выгорание органических примесей;
400–600°С – дегидратация глины – удаление химически связанной воды;
свыше 600°С – плавление легкоплавких минералов – плавней (600–1100°С).
Обжиг изделий проводят в печах различной конструкции: в муфелях с рабочим пространством, защищённым от нагревателей огнеупорным коробом, в горнах – печах с рабочим пространством в виде шахты, в туннельных печах с рабочим пространством в виде туннеля и других (рис. 6, 7). Печи различаются также по виду топлива. Широко распространены печи электросопротивления со спиральными нагревателями из металлических сплавов или с нагревателями из керамических стержней различной формы (карбидкремниевых, хромитлантановых и др.), а также печи с газовыми горелками.
Контроль над температурой в печи осуществляют различными способами, из которых самый распространённый – контроль с помощью термопары. Термопара представляет собой металлическую проволоку из особых сплавов, две жилы которой спаяны, и спай помещён в контролируемую зону печи. Свободные концы проволоки выведены за пределы нагреваемой зоны и соединены с прибором, показывающим преобразованный сигнал, поступающий от спая термопары. Термопара, находящаяся в печи, спрятана в огнеупорный чехол, защищающий её от агрессивной среды печи.
Дата добавления: 2015-03-19; просмотров: 3350;