Арматурные работы
Известно, что бетон, как материал конструкции плохо сопротивляется растягивающим напряжениям, которые возникают в конструкциях неизбежно. Для восприятия растягивающих напряжений используют арматуру из материалов, хорошо сопротивляющихся растяжению.
В качестве таких материалов используют в первую очередь сталь и в ограниченных размерах – неметаллическую арматуру. Надо кстати заметить, что иногда в тяжелонагруженных конструкциях, особенно при невозможности увеличивать размер их сечений, арматура воспринимает также и сжимающие усилия.
В качестве материала неметаллической арматуры используются стеклопластиковые прутья для стержневого армирования и рубленое синтетическое или асбестовое волокна при дисперсном армировании. Эти материалы прочны, не подвержены коррозии, но некоторые их свойства делают проблематичным их массовое использование для армирования бетона.
Исключение – асбестоцементные конструкции. Особенно незначителен опыт использования неметаллической арматуры в построечных условиях, которые рассматриваются в настоящем разделе курса. Поэтому пока исключим неметаллическую арматуру из нашего рассмотрения.
Стальная арматура может быть использована для:
линейного армирования – отдельными прутьями, арматурными прядями, канатами, отдельными проволоками и проволочными пучками;
плоского армирования – плоскими арматурными каркасами или сетками;
объемного армирования – объемными арматурными каркасами;
дисперсного армирования – рубленой проволокой диаметром до 2,5 мм.
При изготовлении железобетонных конструкций применяют отдельные арматурные изделия – закладные детали и монтажные элементы.
Для армирования железобетонных конструкций применяется арматура, отвечающая требованиям одного из следующих нормативов: СНиП 2.03.01-84*. Бетонные и железобетонные конструкции (старая НТД) или ГОСТ 10884-94 (новая НТД).
Согласно СНиП используется:
- стержневая арматурная сталь горячекатаная гладкая класса A-I;
- стержневая арматурная сталь горячекатаная периодического профиля классов A-I, A-II, A-III, A-IV, A-V и А-VI;
- стержневая арматурная сталь термически и термомеханически упрочненная периодического профиля классов Aт-IIIС, Aт-IV, Aт-IVС, Aт-IVК, Aт-V Aт-V Aт-VК Aт-VСК Aт-VС, Ат-VIК, Aт-VII;
- арматурная холоднотянутая проволока обыкновенная периодического профиля класса Вр-I;
- арматурная холоднотянутая проволока высокопрочная гладкая класса В-II;
- арматурная холоднотянутая проволока высокопрочная периодического профиля класса Вр-II;
- арматурные канаты спиральные семипроволочные класса К-7;
- арматурные канаты спиральные девятнадцатипроволочные класса К-19.
Допускается применять также арматуру других видов, в том числе после упрочнения вытяжкой на предприятиях стройиндустрии, класса А-IIIв.
В обозначении классов термически и термохимически упрочненной стержневой арматуры с повышенной стойкостью к коррозионному растрескиванию под напряжением добавляется буква «К», к свариваемой – буква «С».
В обозначении горячекатаной стержневой арматуры буква «в» употребляется для арматуры, упрочненной вытяжкой, а буква «с» – для арматуры специального назначения.
Сталь арматурную термохимически упрочненную, изготавливаемую по межгосударственному стандарту, также подразделяют на классы в зависимости от механических свойств и эксплуатационных характеристик. Арматурную сталь изготавливают классов Ат400С, Ат500С, Ат600, Ат600С, Ат600К, Ат800, Ат800К, Ат1000, Ат100К, и Ат1200.
Классам арматурной стали по ГОСТ 10884-94 соответствуют следующие обозначении по СНиП 2.03.01-84: Ат400С – А-I, Ат500С – А-II, Ат600 – Ат-IV, Ат600С – Ат-IVС, Ат600К – Ат-IVК, Ат800 – Ат-V, Ат800К – Ат-VК, Ат1000 – Ат-VI , Ат1000К – Ат-VIК, Ат1200 – Ат-VI .
Арматурную сталь изготавливают с периодическим профилем согласно ГОСТ. Она представляет собой круглые стержни с двумя продольными ребрами или без них и с расположенными под углом к продольной оси стержня поперечными серповидными ребрами, идущими по многозаходной винтовой линии, имеющей на сторонах профиля разное направление. Профилирование арматуры осуществляется с целью увеличения сцепления ее с бетоном в конструкции.
Холоднотянутая арматура – проволока, упрочняемая в процессе протяжки через фильеры за счет получения наклепа, предел прочности такой арматуры зависит от ее диаметра – чем он меньше, тем выше предел прочности.
Для закладных деталей используется лист, прокатный профиль.
Заводами изготавливаются рулонные и тканые сетки.
В соответствии с требованиями ГОСТа арматурную сталь диаметром 10 мм и более изготавливают в виде стержней длины, оговоренной в заказе.
Арматурная сталь диаметром 6 и 8 мм поставляют в бухтах, что также допускается для стали классов Ат400С, Ат500С и Ат600С диаметром 10 мм.
Стержни изготавливают мерной длины от 5,3 до 13,5 м. Допускается изготовление стержней мерной длины до 26 м по требованию потребителя. Стержни упаковывают в связки массой до 10 т, перевязанные проволокой, по требованию потребителя – до 3 т. При поставке стали диаметром 5-8 мм в бухтах, каждая бухта должна состоять из одного отрезка арматурной стали, масса бухты – до 3 т.
Все арматурные работы можно объединить в две группы: предварительное изготовление арматурных элементов и установка их в проектное положение. Изготовление арматурных элементов производится, как правило, в заводских условиях централизованно и включает работы подготовительные и сборочные.
В состав подготовительных работ входят очистка, правка, резка, гнутье.
Очистка, правка и резка на нужные размеры арматуры, поставляемой в бухтах, осуществляется на правильно-отрезных станках. Арматура из пачек режется арматурными ножницами различных конструкций. Гнутье арматурных заготовок осуществляется гибочными станками различных конструкций, начиная от ручных и заканчивая станками с компьютерным управлением.
При подготовке арматуры к сборке желательно пользоваться безотходными технологиями – из отдельных прутьев сваривается бесконечная плеть на стыкосварочной машине, а затем от нее отрезаются заготовки необходимых размеров.
Сборочные работы – это сборка плоских сеток и каркасов и сварка закладных деталей. Сетки и каркасы варятся контактной сваркой на одноточечных и многоточечных сварочных станках. Закладные детали – дуговой сваркой или контактной под слоем флюса.
На строительной площадке производится укрупнительная сборка арматурных элементов и подготовка арматуры, монтируемой отдельными стержнями, устанавливают (монтируют) арматурные блоки, пространственные каркасы, сетки, стержни, соединяют монтажные единицы в проектное положение в единую армоконструкцию.
При установке арматуры в опалубку особое внимание необходимо уделять обеспечению проектной толщины защитного слоя арматуры, для чего используются подкладки бетонные или проволочные (лягушки), металлические или пластмассовые фиксаторы (Рис. 7.5, 7.6). Стальные фиксаторы в виде удлиненных стержней и скобок выходя на поверхность бетона и поэтому коррозируют. Пластмассовые подвержены старению, деформируются под нагрузкой, что приводит к образованию трещин.

Рис.7.5. «Лягушка» и «козелок» для обеспечения защитного слоя бетона
в перекрытиях:
а — «лягушка», для обеспечении защитного слоя нижней арматурной сетки;
б — «коэелки», для обеспечении защитного слоя верхней арматурной сетки
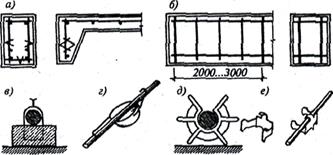
Рис. 7.6. Способы обеспечения защитного слоя арматуры:
а, б – в балках иребрах плит при помощи упоров; в— в балках посредством бетонной подкладки с проволочной скруткой; г — бетонной пробкой с пружинной скобой;
д — упругим пластмассовым фиксатором; е — металлическими штампованными подставками
Этих недостатков лишены растворные фиксаторы, но они при вибрации могут менять положение, вызывая нарушение толщины защитного слоя.
Армирование предварительно напряженных конструкций производится либо с натяжением арматуры на бетон, либо на форму (электротермическое или механическое с использованием домкратов, гаек, зажимов различных конструкций).
Одним из видов предварительного напряжения арматуры является непрерывное армирование арматурной проволокой или проволочными прядями с помощью навивочных машин.
Дата добавления: 2015-03-14; просмотров: 1479;